قیمت قلاویز کارساز ما به فکر کارماست .....فکر ما در کار ما آزار ماست...!!!
دفعات بازدید : 202432
دفعات بازدید : 202432
- تلفن
- 09375566462
- | موبایل
- 09127392586
 گیج رینگی و توپی
گیج رینگی و توپی میکرومتر بیرون سنج اینسایز
میکرومتر بیرون سنج اینسایز میکرومتر دیجیتال اینسایز مدل 25A-3109
میکرومتر دیجیتال اینسایز مدل 25A-3109 میکرومتر دیجیتال لیمیت مدل پروفشنال گستره 100-75 میلی متر
میکرومتر دیجیتال لیمیت مدل پروفشنال گستره 100-75 میلی متر میکرومتر فک بشقابی دیجیتالی میتوتویو مدل 252-369 گستره 75-50 میلی متر
میکرومتر فک بشقابی دیجیتالی میتوتویو مدل 252-369 گستره 75-50 میلی متر کولیس15سانت دیجیتال میتاتیوMitutoyo
کولیس15سانت دیجیتال میتاتیوMitutoyo میکرومتر0-25 ساده
میکرومتر0-25 ساده میکرومتر50-75ساده میتاتیو
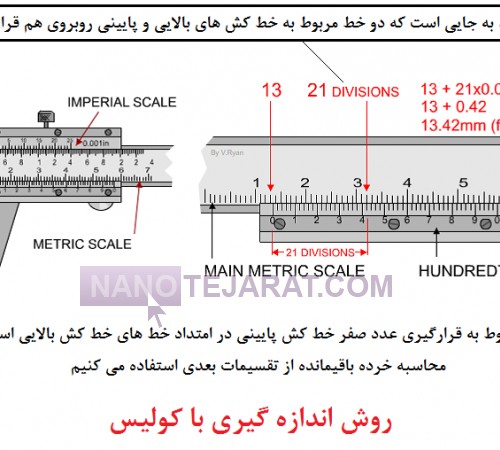
میکرومتر50-75ساده میتاتیوروش کار با کولیس
1- اندازه گیری قطر یا طول
جسمی را که منظور تعیین طول یا قطر خارجی آن است در بین شاخکهای ثابت و متحرک بزرگ قرار میدهند بطوری که هر دو شاخک با بدنه جسم تماس داشته باشند سپس به کمک ورنیه و خط کش اندازه طول یا قطر گلوله را تعیین میکنند. درجات را از روی خط کش عددی که صفر ورنیه در مقابل آن قرار دارد و یا از آن گذشته است و کسر درجات را از روی ورنیه میخوانند برای کسر درجات ، درجه ای از درجات ورنیه را پیدا میکنند که درست در برابر یکی از درجات خط کش قرار گرفته است.
2- اندازه گیری قطر داخلی
برای اندازه گیری قطر داخلی مثلا قطر یک لوله دو شاخک بالایی را در داخل لوله فرو میبرند و ورنیه را آنقدر جابجا میکنند تا دو شاخک با جدار داخلی لوله تماس پیدا کنند. کولیس را تا حدی در داخل لوله میچرخانند تا دو شاخک بر قطر لوله منطبق گردد. در این حالت قطر داخلی را با روش قبلی از روی خط کش و ورنیه میخوانند.
گیج برو نرو رزوه چیست و انواع آن کدام است؟
برای فردی که به مباحث مترولوژی و اندازه گیری تازه وارد شده است، حجم انبوهی از انواع گیج هایی که برای رزوه و پیچ وجود دارد، می تواند گمراه کننده باشد. اهمیت و نام گذاری آنها گیج کننده است، ولی در این مقاله بر آن خواهیم بود که تا حد ممکن این مباحث را باز کنیم.
در کارگاه های تولیدی، بازرسی قطعات استوانه ای شفت ها یا سوراخها برای تایید یا مردود شدن از گیج های برو نرو دهانه اژدری/رینگی برای کنترل شفت و گیج های توپی برای کنترل سوراخ استفاده می شود. آنها غالبا ساده و قبل درک هستند.
در صورت وجود قطعات رزوه دار نری یا مادگی، گیج های رزوه در کارگاه های تولیدی برای مهره قطعات رزوه داخلی و پیچی قطعات رزوه دار خارجی استفاده می شود. اما هنگامی که نام گذاری قطعات رزوه دار به طور کلی مورد بررسی قرار می گیرد، گیج های رزوه زیادی در انواع مختلفی وجود دارد؛ فردی که با این مباحث به طور کامل آشنا نباشد ممکن است با این اسامی، کاربردشان و استفاده آنها گمراه شود.
در این مقاله تلاش می کنیم که انواع مختلف گیج رزوه و کاربرد آنها را به شما نشان دهیم. قبل از اینکه مقاله را شروع کنیم، لازم به یادآوری است که در قطعه رزوه دار، عوامل موثری دخیل هستند قطر بزرگ رزوه، قطر کوچک رزوه، قطر گام/متوسط، گام در رزوه های میلیمتری، یا رزوه در هر اینچ TPI در استاندارد اینچی، زاویه آزاد و ... . به طور متوسط، گیج برو نرو رزوه قطعه رزوه دار را بر اساس قطر گام تایید/رد می کند. تا زمانی که گیج برو برود بدون فشار مضاعف تایید شود و گیج نرو، نرود؛ قطعه مورد تایید می باشد. اما در بعضی مواقع که اندازه قطر بزرگ رزوه برای رزوه خارجی یا قطر کوچک برای رزوه داخلی مهم می باشد، جدا بر این، گیج برو نرو ساده که برای اندازه گیری سوراخها و شفتهای استوانه ای ساده استفاده می شود نیز مورد استفاده قرار می گیرد تا قطعه ها مورد تایید قرار گیرند.
گیج برو نرو توپی رزوه:
گیج برو نرو توپی رزوه برای کنترل قطعات با رزوه داخلی استفاده می شود. برای قطعات کوچک، گیج دارای دو سر خواهد بود که یک سر آن برو و سر دیگر آن نرو می باشد. برای قطعات بزرگ، معمولا دو انتها از هم جدا می باشند. لازم به ذکر است که یک گیج برو نرو توپی رزوه برای کنترل صحت قطر گام استفاده می شود.
برای تایید قطعه، گیج برو باید از تمام طول قطعه عبور کند، بدون اینکه نیاز به استفاده از زور زیاد باشد و قسمت نرو در دو سمت قطعه باید وارد شود و در بهترین حالت نباید بیش از دو گام وارد قطعه شود.
گیج برو نرو رینگی رزوه:
گیج برو نرو رینگی رزوه برای کنترل قطعات با رزوه خارجی استفاده می شود. قسمت برو و نرو گیج معمولا از هم جدا می باشند. لازم به ذکر است که یک گیج برو نرو رینگی رزوه برای کنترل صحت عمق رزوه و قطر گام استفاده می شود.
برای تایید قطعه، گیج برو باید از تمام طول قطعه عبور کند، بدون اینکه نیاز به استفاده از زور زیاد باشد و قسمت نرو در بهترین حالت نباید بیش از دو گام وارد قطعه شود.
گیج برو نرو رینگی رزوه قابل تنظیم:
این گیج ها نیز به شکل رینگی می باشند اما یک قسمت جدا، قابل تنظیم و پیچ قفل کن برای تنظیم دقیق اندازه گیج وجود دارد. برای تنظیم این گیج ها، "توپی های تنظیم" نیاز است که بعدا در مورد آنها صحبت می کنیم.
گیج های برو نرو رزوه دهانه اژدر:
اگرچه برای کنترل یک قطعه با رزوه خارجی، استفاده از گیج برو نرو رینگی می باشد، استفاده از گیج برو نرو رزوه دهانه اژدر نیز ممکن می باشد. بعضی از گیج های دهانه اژدر ممکن است با المانهای غلطکی برو طراحی شود که با استفاده از حرکت قطعات رزوه دار درون غلطکها، کنترل سریع را راحت می کند.
اگرچه این گیج ها به دقت گیج های برو نرو رزوه رینگی نمی باشد، اما در تولید انبوه هایی که پیچ باید با سرعت کنترل شود، مناسب تر می باشد. گیج دهانه اژدری به مراتب سریع تر می باشد زیرا قطعات از درون گیج سر می خورند نه اینکه لازم باشد درون گیج باز و بسته شوند. به علاوه سایش و خوردگی در این کیج ها به مراتب کمتر می باشد.
در محل هایی که گیج های دهانه اژدر استفاده می شود، توصیه می شود که یک دست گیج برو نرو رینگی نیز قرار داده شود تا کنترل رندوم قطعات نیز انجام شود و از صحت قطعات اطمینان کامل حاصل شود.
گیج های دهانه اژدر رزوه احتیاج به "رینگی تنظیم" دارند تا اندازه کنترل آنها تنظیم شود.
خرید گیج برو نرو رزوه ازفروشگاه صنعت آوران با بهترین کیفیت و بالاترین دقت

