قیمت قلاویز کارساز ما به فکر کارماست .....فکر ما در کار ما آزار ماست...!!!
دفعات بازدید : 201137
دفعات بازدید : 201137
- تلفن
- 09375566462
- | موبایل
- 09127392586
 ابزار تراشکاری
ابزار تراشکاری ابزار تراشکاری
ابزار تراشکاری اینسرت تراشکاری DCMT11
اینسرت تراشکاری DCMT11 اینسرت تراشکاری DNMG 15
اینسرت تراشکاری DNMG 15 الماسVBMT
الماسVBMT سه نظام
سه نظام هلدر
هلدر قلم پیکور
قلم پیکور مته
مته.jpg?width=215&height=192&cropratio=215:192&image=/admin/uploads/قلاویزماشینی---ابزار-فنی-و-حرفه-ای-یکتا-168-u2104-bbc69c-download (8).jpg&url=/admin/uploads/قلاویزماشینی---ابزار-فنی-و-حرفه-ای-یکتا-168-u2104-bbc69c-download (8).jpg "قلاویزماشینی") قلاویزماشینی
قلاویزماشینی سه نظام اتومات
سه نظام اتومات.jpg?width=215&height=192&cropratio=215:192&image=/admin/uploads/گرانیت-بر--ابزار-فنی-و-حرفه-ای-یکتا-168-u2104-download (7).jpg&url=/admin/uploads/گرانیت-بر--ابزار-فنی-و-حرفه-ای-یکتا-168-u2104-download (7).jpg "گرانیت بر") گرانیت بر
گرانیت بر فرز
فرز  گردبر
گردبر میکرومتر
میکرومتر جعبه مته
جعبه مته فرز انگشتی
فرز انگشتی مته خزینه
مته خزینه تیغچه
تیغچه ست فرز انگشتی مینی دریل پیشرفته - مدل WL-800
ست فرز انگشتی مینی دریل پیشرفته - مدل WL-800 هلدر های سندویک
هلدر های سندویک مته آهن
مته آهن پارچه سه نظام
پارچه سه نظام اچار سه نظام دستگاه
اچار سه نظام دستگاه قرقری سه نظام دستگاه
قرقری سه نظام دستگاه حلزونی سه نظام دستگاه
حلزونی سه نظام دستگاه دریل و پیچ گوشتی
دریل و پیچ گوشتی ست مینی دریل پروسکیت - مدل PK-500B-2
ست مینی دریل پروسکیت - مدل PK-500B-2 صفحه برش پروفیل کیامکس
صفحه برش پروفیل کیامکس اینسرت گام زنی
اینسرت گام زنی آچار مهره اسپیندلHSD
آچار مهره اسپیندلHSD اینسرت
اینسرت اینسرت
اینسرت ابزارالات تراشکاری
ابزارالات تراشکاری اینسرت
اینسرت هلدر های تراشکاری
هلدر های تراشکاری.jpg?width=215&height=192&cropratio=215:192&image=/admin/uploads/کف-تراش--sub-cutter-آرین-متال-168-u2104-images (5).jpg&url=/admin/uploads/کف-تراش--sub-cutter-آرین-متال-168-u2104-images (5).jpg "کف تراش") کف تراش
کف تراش .jpg?width=215&height=192&cropratio=215:192&image=/admin/uploads/سه-نظام-3jaw-grip-آرین-متال-168-u2104-7-Types-Of-Lathe-Machine-Chucks-4 (2).jpg&url=/admin/uploads/سه-نظام-3jaw-grip-آرین-متال-168-u2104-7-Types-Of-Lathe-Machine-Chucks-4 (2).jpg "سه نظام") سه نظام
سه نظام.jpg?width=215&height=192&cropratio=215:192&image=/admin/uploads/چهارنظام-دستگاه-تراش-4jaw-grip-آرین-متال-168-u2104-14fa91-images (7).jpg&url=/admin/uploads/چهارنظام-دستگاه-تراش-4jaw-grip-آرین-متال-168-u2104-14fa91-images (7).jpg "چهارنظام دستگاه تراش") چهارنظام دستگاه تراش
چهارنظام دستگاه تراش فرز تراشکاری
فرز تراشکاری .jpg?width=215&height=192&cropratio=215:192&image=/admin/uploads/مته-drill-آرین-متال-168-u2104-download (3).jpg&url=/admin/uploads/مته-drill-آرین-متال-168-u2104-download (3).jpg "مته") مته
مته کولت و فشنگی
کولت و فشنگی قلاویز
قلاویز برقو
برقو فرز انگشتی
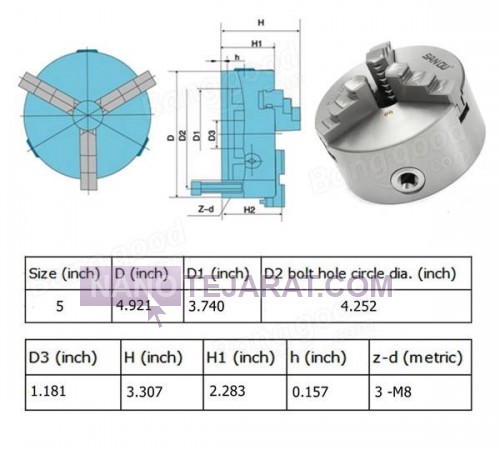
فرز انگشتیسه نظام جزو تجهیزات جانبی برای نگه داشتن قطعه کار است، اما متداولترین وســیلهای اســت که روی محور اصلی بسته میشــود و میتواند قطعهکار را هممرکز با محور اصلی نگه دارد. این کار با اســتفاده از سه فک انجام میگیرد. فکهای ســه نظام توسط آچار سه نظام باز یا بسته میشوند. این آچار در جای خود روی سه نظام قرار میگیرد و با چرخاندن آن میتوان فکها را به حرکت درآورد. یک سه نظام و آچار مخصوص آن را نشان میدهد.
1- نگهدار مرغک ثابت ۱ که همیشه در سمت چپ کارگر قرار دارد و شامل محور ماشین است .
۲- نگهدار مرغک متحرک ۲ که سمت راست کارگر بوده و میتواند روی میز تراش تغییر مکان دهد. هر کدام مرغکی دارد که به نام مرغک ثابت ۳ و مرغک متحرک ۴ نامیده میشوند.
۳-نگهدار رنده ۱ که به وسیلهٔ آن رنده میتواند حرکت طولی و عرضی و دورانی یا مورب بنماید.
۴-میز تراش ۲ که قطعات گفته شده در بالا روی آن سوار گردیده است. انتهای مخروط ناقص مرغک ثابت که با فشار ، روی مقر خود در انتها ی سمت راست محور ، تکیه دارد.

بطور کلی اصول اساسی ماشینهای تراش بر مبنای عمل فلز تراش پایه گذاری شدهاست و نیز عمل فلز تراشی با ماشینهای تراش سبب برداشت براده توسط لبه برش دنده و حرکت برادهها در طول سطح براده رنده میباشد. در تمام عملیات فلز تراشی مانند تراشکاری، سوراخکاری، فرزکاری و یا اره کاری براده تولید خواهد شد. در این حالت نیرویی برابر بیست تن بر اینچ مربع وارد میشود، که این مقدار نیروی زیاد باعث کشش و تغییر فرم فلز و میز ایجاد حرارت میشود و حرکت براده در طول سطح برش سبب اصطکاک شده و این مقدار اصطکاک در لبه برش رنده تولید حرارت میکند، که این خود یک عامل مهم در هنگام براده برداری است
۱.ماشین تراش کوچک مرغک دار
۲.ماشین تراش ابزارسازی
.ماشین تراش معمولی نرم شده
۴.ماشین تراش پیشانی تراش
.ماشین تراش عمودی
ماشین تراش کوچک مرغک دار
این نوع ماشین تراش برای آموزش و تراش کارهای کوچک مورد استفاده قرار میگیرد و چون اغلب کارها را بین دو مرغک میتراشند بهمین جهت آنرا ماشین تراش مرغک دار میگویند. بعلاوه چون از این ماشین برای آموزش و کارهای کوچک استفاده میشود اغلب دستگاه انتقال حرکت آنها بصورت چرخ تسمهای ساخته میشوند. از نظر اندازه، به دو شکل تقسیم میشوند؛ ماشین تراش کوچک رومیزی و ماشین تراش کوچک پایه دار.
ماشینهای تراش ابزار سازی
اختلاف این نوع ماشینها با سایرین در این است که ماشینهای ابزار سازی دارای دقت بیشتری نسبت به سایر ماشینها داشته و نیز بعضی از آنها با دستگاههای مخصوص جهت تراشیدن کارهای دقیقتر مجهز میباشند.
وظیفه اصلی این ماشینها تهیه ابزار و شابلن برای کارخانجات تولیدی و ماشینهای تراش تولیدی است. و چون از آنها برای کارهای کوچک و بزرگ استفاده میشود معمولا آنها را به دو صورت رومیزی و پایه دار در دسترس قرار میدهند. از نوع رومیزی آن برای تراش قطعات کوچک و کوتاه که دارای قطر کم هستند استفاده میشود.
ماشین تراش پایه دار بصورت یک ماشین تراش دقیق و نسبتا بزرگ که دارای سرعتهای مختلف است ساخته شدهاند بعلاوه با دستگاه ترمز دقیق برای قطع و کنترل کردن سرعت مجهز میباشد. این ماشین بوسائل دیگری جهت تهیه سایر ابزارها و کارهاییکه احیانا مورد نیاز کارگاه میباشد
مته ابزاری برای سوراخ کردن اشیاء و وسایل است. متهها توسط وسیلهای که آن را سوراخکننده دریل مینامند استفاده میشوند، بدین شکل که توسط دریل که معمولاً با سرعت میچرخد سبب میشود که مته بتواند شی مورد نظر را سوراخ کند. اگرچه اکثراً متهها سوراخها را به شکل دایره و نهایتاً استوانه ایجاد میکنند ولی انواعی از مته هستند که میتوانند سوراخهایی به شکل غیر از دایره نیز ایجاد نمایند
اکثر قطعاتی که روزانه با آنها سر و کار داریم دارای سوراخ هستند. سوراخ ها روی قطعات مختلف به منظور تامین فضای مناسب پیچ و مهره، میخ پرچ، پین و یا عبور مایعات و گازها و … ایجاد میشوند. برای ایجاد سوراخ روی قطعه کار از روش های مختلف سوراخکاری استفاده میشود؛ ابزارآلات متفاوتی برای سوراخ کاری مورد استفاده قرار میگیرند که همه آنها احتیاج به مته دارند.
دنباله مته
دنباله مته یا ساق مته، قسمت انتهای مته است که به سه نظام دریل متصل میشود و با سفت شدن سه نظام، در جای خود ثابت میشود. دنباله مته در دو شکل استوانه ای و مخروطی ساخته می شود.
بدنه مته
قسمتی از مته که در دو سمت طول آن شیار مارپیچی وجود دارد، بدنه مته است. بیشترین عمق سوراخی که مته ایجاد می کند برابر با طول بدنه مته است.
شیار مته
شیار مته زاویه براده مناسب برای لبه برنده مته ایجاد می کند. این شیارها براده های حاصل از برش را به سمت بیرون هدایت می کنند.
جان مته
فاصله ای که بین دو شیار مارپیچی باقی می ماند جان مته نام دارد. برای استحکام بیشتر مته ها، قطر جان مته در انتهای شیارها بیشتر از ابتدای آنهاست.
لبه های اصلی
مته دارای دو لبه اصلی است که به صورت شیب دار در نوک مته قرار دارد. طول این دو لبه با هم برابر است. هرکدام از این لبه ها مانند گوه عمل می کنند و براده برداری از قطعه را انجام می دهند.
لبۀ عرضی
از برخورد دو سطح منحنی شیب داری که در سر مته وجود دارد، خطی روی جان مته به وجود می آید که به آن لبه عرضی می گویند.
مدل های مختلف مته
مته ها در صنعت از نظر شکل انواع مختلفی دارند که هر کدام بنا به ویژگی های خاصی که دارند انتخاب شده و مورد استفاده قرار می گیرند.البته نوع و ویژگی های هر مته براساس قطعه کاری که سوراخکاری میشود انتخاب و استفاده میشود. از جمله انواع مته می توان به مته های HSSآهن ، مته HSS-COآهن ، مته الماسه بتن ، مته الماسه گرانیت، مته شیشه،مته خزینه،مته گازور،مته چوب و… اشاره کرد. پرمصرف ترین نوع مته ها برای سوراخکاری آهن و فلزات میباشند و سپس مته های الماسه برای سورخکاری مصالح مختلف ساختمانی و بعد از آن، گروه مته های مناسب کاربری در صنعت چوب کاربرد دارند.
متههای مخصوص سورخکاری فلزات
این نوع مته ها براساس مواد اولیه ساخته شده تقسیم بندی میشوند و معروف به مته های HSSHIGH SPEED STEEL میباشند که نوع کبالت دار آن که در مصارف سورخکاری فلزات سخت و با طول عمر بالاتر هستند معروف به HSS-COمیباشند که با درصدهای مختلف کبالت تولید و عرضه میشوند.در انتخاب این نوع مته ها باید دقت شود که جهت کارهای عمومی و قطعه کارهای نرم تر از مته های معمولی HSS و برای امور سورخکاری صنعتی و قطعه کارهای سخت تر از مته های HSS-CO استفاده شود بهتر است.
مته الماسه ساختمانی
این نوع مته ها مجهز به الماسه در نوک از جنس تنگستن-کارباید میباشند که مناسب جهت سورخکاری مصالح ساختمانی از قبیل بتن ،سیمان،گچ و سرامیک و گرانیت و…میباشند که براساس جنس قطعه کار مورد سورخکاری، مته مناسب انتخاب میشود.
امروزه انواع جدیدی از این نوع مته ها تولید و استفاده میشوند که در دریل های بتن کن سبک تا سنگین در امور ساختمانی کاربرد دارند این نوع مته ها معروف به چهار شیار و پنج شیار هستند که معمولا مته های جهار شیار جهت دستگاههای بتن کن تا ۵ کیلو و مته های پنج شیار جهت دستگاههای بالای ۵ کیلو و سنگین تر مورد استفاده قرار میگیرند .
مته چوب
با توجه به مصرف زیاد انواع مته در سورخکاری چوب و مصنوعات چوبی ،تنوع این گروه از مته ها نیز نسبت به نوع کاربری بسیار زیاد است ،از انواع مختلف این گروه از مته ها می توان به مته خزینه الماسه جهت خزینه کردن سورخ ها قبل از عملیات پیچ کاری ،مته گازور الماسه جهت سورخکاری های نصب انواع لولاهای کابینت ،مته برگی جهت سورخکاری نصب قفل های کمدی و….اشاره کرد.

الف - قلاویز کاری:
قلاویز ابزاری که به منظور ایجاد رزوۀ داخلی استفاده می شود که در آن یک سوراخ با قطر کمی بیشتر از قطر رزوه در قطعه وجود دارد. این سوراخ ممکن است با مته کاری، سوراخ تراشی یا ریخته گری ایجاد شده باشد. عموماً به منظور ایجاد سوراخهای کوچک، قلاویزهای یکپارچه کاربرد دارند. این قلاویزها در واقع پیچهایی هستند که جهت ایجاد لبه تراش، چهار خیاره در آن ها ایجاد شده است که از فولاد کربن دار یا فولاد ابزار تند بر ساخته شده و خیارههای آن ممکن است مستقیم، مارپیچ، حلزونی و یا لبه حلزونی باشند. این ابزار از داخل کار، براده برداری نموده و دندانههایی در محیط داخلی استوانهها ایجاد می کند. پیچ های َروی قلاویز ممتد نیست چرا که در امتداد طولی قلاویزها ۳ یا ۴ شیار به شکل فرم به وسیلۀ ماشینهای فرز تراشیده شده است. این امر موجب ایجاد دندانه بر روی قلاویز می شود.
دنبالۀ قلاویزها چهار پهلو است و در انتهای برخی قلاویزها یک سوراخ کوچک وجود دارد که اگر کاربر بخواهد از آن جهت قلاویز کردن کارها روی ماشین تراش استفاده کند، این امر تسهیل می شود. انتهای چهار گوش قلاویز، برای قرار گرفتن داخل دسته قلاویز تعبیه شده است. قلاویزها به انواع مختلف تقسیم می شوند که مشخصات هر یک از آن ها به گونه ای است که می توانند به جای یکدیگر استفاده شوند.
قلاویز و اندازۀ پیچ ها:
اصولاً قلاویزها دارای ۲، ۳ یا ۴ شیار هستند که اندازۀ یک سری قلاویز بر حسب اندازۀ پیچهای استاندارد شده، در دسترس قرار می گیرند. پیچهای ماشینی را نیز بر حسب شماره مشخص می کنند که معمولاً سایز بزرگترین پیچ کمتر یا برابر یک چهارم اینچ قطر است. پیچهای شمارشی به صورت پیچهای یکنواخت ملی دنده درشت و دنده ریز ساخته می شوند. به عنوان مثال کوچکترین سایز برای این نوع پیچ ها و یا قلاویزها در منبع ۸۰-۰ تعیین گردیده و بزرگترین آن ها در این سیستم ۲۴-۱۲ شده است. لازم به ذکر است که در قسمت اول یعنی ۰-۱۲ شماره پیچ و یا قلاویز و قسمت دوم یعنی ۸۰ و ۲۴ تعداد دنده در یک اینچ، مشخص می شود. پیچ و یا قلاویز سیستم یکنواخت دنده ریز nunf در پیچ های سری شماره های قطر آن ها بین ۰۶/۰ تا ۲۱۶/۰ است.
وجود اختلافات و تغییرات دنده در هر اینچ، در دو سری دنده ریز و دنده درشت امری عادی است. به عنوان نمونه پیچ شماره ۱۲ در سری دنده درشت NC ،۲۴ دنده در یک اینچ دارد اما همین پیچ در سری دنده ریز NF دارای ۲۸ دنده در یک اینچ است که پیچ اولی به صورت ۲۴-۱۲ و پیچ دومی به صورت ۲۸-۱۲ نمایش داده می شود. به واسطۀ این امر می توان پیچهای ریز و یا پیچهای ماشینی را تعیین و به کار برد که اندازۀ آن ها معمولاً تا یک چهارم است.
انواع قلاویز:
۱- قلاویز دستی:
قلاویزهای دستی از یک سری ۳ تایی تشکیل شده که قلاویز اولی به صورت مخروط ساخته شده و برای شروع کار مورد استفاده قرار می گیرد. به قلاویزهای دستی، قلاویز پیش رو نیز گفته می شود که قلاویز دومی، مخروطی آن به مراتب کمتر از اولی است و وسط آن، قلاویز سومی استوانه ای شکل می باشد. تمام دندانههای این نوع قلاویز به طور کامل بوده و بیشتر برای بن بست کردن سوراخ قلاویز، استفاده می شود.
برای شروع قلاویز کاری ابتدا قلاویز شماره ۱ که ۵ یا ۶ دندانه دارد را در سر قلاویز به شکل مخروطی درآورده و نیز سر قلاویز که به صورت پخ می باشد در ابتدای سوراخ قرار می دیم. این مقدار مخروط، عمل قرارگیری و شروع قلاویز را تسهیل می کند که به تدریج دندهها در داخل کار، شکل می گیرند.
اگر بخواهیم قلاویز کاری و دندهها در تمام طول کار انجام شوند، باید از قلاویز سومی قلاویز پس رو استفاده کنیم. سر قلاویز پس رو دارای پخ بوده و می تواند دندانههای داخل کار را به صورت کامل تغییر دهد تا در نتیجه پیچ به طور صحیح و دقیق داخل آن بپیچد.
۲- قلاویزهای ماشینی:
این نوع قلاویزها دارای سری دوتایی و یا تکی است و برای بستن به ماشین تراش یا ماشین مته مورد استفاده قرار میرگیرند. دنباله قلاویزهای ماشینی به شکل استوانه بلند ساخته شده و در انتهای آن ها چهار گوش و یا دو طرف آن دارای زبانه است.
۳- قلاویزهای مخصوص مهره تراش:
قلاویزهای مخصوص مهره تراش به شکل تکی ساخته و برای تراش پیچ های داخلی کوتاه که سوراخ آن ها راه بدر است، استفاده می شوند که در یک مرحله عمل پیچ تراشی تکمیل می گردد.
۴- قلاویزهای چپ تراش:
گاهی نیاز است پیچ و مهره، چپ گرد ساخته شود. اگر این نوع پیچ مهره به وسیلۀ حدیده و قلاویز ساخته شوند، باید از حدیدۀ چپ گرد استفاده گردد که دندانهها و اندازه پیچ در هر دو یکی است و اختلاف آن ها در جهت شروع پیچش می باشد. اما اولی به سمت راست و دومی به سمت چپ در گردش است تا مهره محکم شود.
دسته قلاویزها:
به منظور استفاده از قلاویزها با توجه به موقعیت و مکان انجام قلاویز کاری باید از دسته قلاویز استفاده نمود می تواند به شکل T شکل باشد. این نوع دسته قلاویز از یک پیج و مهره ساخته شده و مهرۀ آن دارای شکاف هایی است که از طریق آن فکها میتوانند به هم نزدیک و یا از هم دور شوند. به واسطۀ این نوع دسته، قلاویزها تا اندازۀ مشخصی مقاوم می شوند و می توانند به راحتی عمل قلاویز کاری را بر عهده بگیرد. توصیه می شود در زمان کار با قلاویز، گرد و خاک و گریس را از محیط خارج کرده و نیز پیچ و مهرۀ آن را روغن کاری نمایید. برای قلاویز کاری در فضای باز، می توان از یک دسته قلاویز دو طرفه و یا دسته قلاویز T شکل استفاده کرد.
دستگاه قلاویز زنی به وسیلۀ ماشین مته:
دستگاه قلاویز زنی به وسیلۀ ماشین مته شامل دنبالۀ مخروطی است که داخل محور اصلی مته به طور اتوماتیک محکم می شود چرا که دنبالۀ آن به صورت مخروط مُرس است. محور اصلی قلاویزگیر از یک استوانه تو خالی تشکیل شده که قلاویز داخل آن قرار داده شده و از بیرون به وسیلۀ پیچ بیرون محکم می گردد و سپس دستگاه را در داخل محور اصلی محکم کرده و قلاویز را نسبت به کار تنظیم می کنیم. سرعت محور اصلی باید بر روی دور کم قرار بگیرد.
انتخاب مته برای قلاویز کاری:
انتخاب صحیح مته از نظر اندازه، اهمیت زیادی دارد چرا که قبل از شروع قلاویز کردن، باید قطعۀ مورد نظر سوراخ گردد. قطر سوراخ باید کمتر از قطر قلاویز باشد. در صورتی که قطر سوراخ کوچک باشد، قلاویز در داخل کارگیر کرده و ممکن است آسیب ببیند. چنان چه سایز سوراخ نسبتاً بزرگ باشد، دندانههای پیچ در داخل کار کامل نشده و در نتیجه پیچ و مهره بسیار لق می شوند. در زمان قلاویز کاری باید برای انتخاب مته به جدول منبع مراجعه کرده و متۀ مورد نظر را انتخاب کرد. در غیر این صورت متۀ مورد نظر یا کوچک یا بزرگ می شود که مشکلات فوق الذکر رخ می دهد.
روغن کاری:
در حین قلاویزکاری، باید فلزات آهنی و غیر آهنی و یا انواع فولاد، روغن کاری شوند. این کار علاوه بر بالا رفتن سرعت کار، طول عمر قطعات را نیز افزایش می دهد. در صورتی که روغن کاری انجام نشود، قلاویز در کار گرم شده و باعث شکستن آن می شود.
روش قلاویز کاری:
برای روش قلاویز کاری ابتدا کار را به گیرۀ رومیزی محکم ببندید و سعی کنید قطعۀ کار کاملاً به صورت عمودی قرار گیرد. بعد از بستن کار به طور صحیح در داخل گیره قلاویز شمارۀ ۱ را انتخاب کرده و انتهای چهارگوش آن را داخل دسته قلاویز قرار داده و سپس آن را محکم کنید.
در قلاویزهای کوچک از دسته قلاویز به شکل T فشنگی استفاده می شود در حالی که در قلاویزهای بزرگ، دسته قلاویز متغیر است. که توصیه می شود در زمان کار با هر دو نوع قلاویز، دستۀ قلاویز را به طور محکم در دست راست بگیرید و سر قلاویز را روی سوراخ قطعۀ کار به طور عمود قرار دهید. سپس قلاویز را یک دور کامل چرخانده و با فشار پیوسته و یکنواخت، به سمت پایین قلاویز هدایت کنید. با توقف این عمل می توانید قلاویز را مشاهده کنید که به شکل عمود بر سطح کار وارد شده باشد. در صورتی که قلاویز عمود بر کار و مستقیم باشد، دستۀ قلاویز را محکم و مستقیم گرفته و منظم و یک نواخت آن را یک دور دیگر حرکت دهید. حال اگر قلاویز نسبت به کار عمود نیست، باید آن را از کار خارج کرده و مجدداً آن را در کار تنظیم نمایید به طوری که به شکل مستقیم قرار بگیرد.
خارج نمودن قلاویز شکسته از کار:
گاهی در اثر کوچک بودن قطر سوراخ برای قلاویز کاری، ممکن است قلاویز در کار گیر کند و در اثر بی احتیاطی بشکند چرا که که قلاویزها ظریف بوده و استقامت زیادی ندارند. در این صورت باید قلاویز شکسته را به وسیلۀ قلاویز کش از کار خارج کرده و یا به وسیلۀ چکش و قلم دم باریک این عمل را انجام دهید. هم چنین می توان به وسیلۀ سوزن خط کش مغناطیس هم این کار را انجام داد.
تیز کردن قلاویزها:
قلاویز در اثر کار مداوم ممکن است کند شده و به سادگی دچار صدمه شود. در این صورت باید قلاویز را بررسی نمایید و اگر لبههای برش قلاویز تیز نباشد، آن را با انبر برگردانده و قلاویز دیگری را جایگزین کنید. هم چنین می توانید آن را مجددا تیز تیز کرده و استفاده نمایید. لبههای، برش قلاویز به وسیلۀ سنگ ابزار تیز کنی تیز می شوند. در زمان تیز کردن قلاویز، دقت شود که لبۀ دندانه به طور کامل تیز شود. تمام لبههای برش باید به طور شده و ارتفاع آن ها یکی باشد. در صورتی که تمام لبهها ارتفاع یکسان نداشته باشند، باید بعضی از دندانههای براده را برداشته و آن ها را یکسان کرد.
ب - حدیده کاری:
حدیده ابزاری است که هم چون مهره دارای رزوه می باشد و از آن به عنوان دندانۀ روی سطح خارجی استوانه ها استفاده می شود. در زمان کار با این ابزار، آن را بر روی قطعۀ مورد نظر حرکت می دهند. با پیش رفتن حدیده، پیچ به وسیلۀ دندانه های حدیده تراشیده می شود. ساختار حدیده نیز هم چون سایر ابزارهای صنعتی دارای انواع مختلفی می باشد.
انواع حدیده:
۱- حدیدۀ ثابت:
ساختار حدیدۀ ثابت از یک قطعه مکعب مستطیل ساخته شده که با فولاد سخت آب کاری شده است. داخل این ابزار به شکل مهره؛ دنده زده و لبۀ برش آن توسط شیارهایی ایجاد شده است. حدیده عموماً برای قطعات کوچک مورد استفاده قرار می گیرد. حدیدهای ثابت قابل تیز شدن نیستند اما می توان آن ها را روی کار به سادگی مرکز کرد و با یک مرتبه حدیده کردن، پیچ را کامل نمود. از آن جا که قطر حدیده های ثابت دستی از یک دوم اینچ بیشتر نیست، لذا برای حدیده کردن قطعات بزرگ با حدیدۀ ثابت، به نیروی زیادی نیاز است.
۲- حدیده های شکافدار یا نوع متغیر:
عمل حدیده کردن برای برخی قطعات در یک مرحله قابل انجام نیست. به ویژه زمانی که پیچ دنده درشت و یا ارتفاع دندانه ها زیاد باشد. حدیده در یک مرتبه عمل پیچ تراشی را کامل نمی کند. در صورتی که بخواهیم عمل پیچ تراشی را در یک مرحله با بار زیاد انجام دهیم، امکان شکستن یا برز کردن پیچ بیشتر می شود. به همین دلیل در این مواقع می توان از حدیده های شکافدار حدیدۀ متغیر استفاده نمود که به وسیلۀ شیار آن می توان قطر حدیده را زیاد یا کم کرد.
حدیده های شکافدار را می توان به آسانی تیز کرد. هم چنین در مراحل مختلف می توان پیچ را به طور ساده تراشید. در زمان استفاده از این نوع حدیده، آن را داخل دسته حدیده که فضای مخصوصی در آن تعبیه شده است، قرار می دهند و سپس از طرفین دسته به وسیلۀ پیچ های مخصوص آن را محکم می کنند.
۳- حدیدۀ گرد متغیر شکافدار:
برای برخی دسته حدیده ها یک راهنما وجود دارد که موجب می شود تا ساختار حدیده روی میله ای که باید حدیده شود کاملاً عمود قرار بگیرد. روی حدیده های متغیر یک شیار وجود دارد که می توان آن را به وسیلۀ پیچی از خارج دسته تنظیم نمود و سایز قطر حدیده را کوچک و بزرگ کرد تا متناسب با اندازه دلخواه شود. اگر قطر میله بزرگ شود، ابتدا پیچ طرفین را باز کرده و قطر حدیده را بزرگتر می کنیم تا میله را پیچ بزنیم. چنان چه پیچ کامل نشود مجدداً پیچ های طرفین را محکم کرده و عمل حدیده زنی را ادامه می دهیم تا پیچ کامل گردد.
۴- حدیده های دو پارچه:
حدیده های دو پارچه از دو قطعه جداگانه تشکیل شده که می توان آن ها را داخل حدیده و روی دسته حدیده قرار دارد. به وسیلۀ پیچی که در یک طرف دسته حدیده است، می توان پارچه ها را به یکدیگر نزدیک و یا از هم دور کرد.
۵- حدیده های چپ گرد:
در بعضی مواقع، بسته به نیاز کاربر باید پیچ ها بشکل چپ گرد ساخته شوند. اگر بخواهیم این پیچ را به وسیلۀ حدیده بسازیم، باید از حدیدۀ چپ گرد چپ تراش استفاده کنیم. عموماً بر روی حدیده، حرف L که مشخص کنندۀ چپ گردی حدیده است، حک می شود.
سایز حدیده ها:
برای استفاده از حدیده ها بدون این که آن ها را اندازه گیری و یا با شابلن شناسایی کنند، روی پارچه حدیده ها اندازۀ قطر پیچ مورد لزوم و تعداد دنده در یک پیچ و یا شماری پیچ روی آن ها همانند برای مهره ها شماره هایی درج می گردد.
نحوۀ حدیده کردن:
مراحل انجام حدیده کاری با دست انجام می شود. بدین صورت که ابتدا قطعۀ مورد نظر را به طور عمود در گیره محکم بسته و سپس حدیدۀ مناسبی برای پیچ مورد نظر با توجه به مشخصات پیچ داده شده است انتخاب می کنیم و حدیده را داخل دسته حدیده قرار داده، آن را محکم می نماییم. بعد از این مرحله، مقداری روغن روی قسمت مخروطی آن ریخته و حدیده را از طرف مخروطی، به طور عمودی روی قطعه قرار داده و آهسته حدیده را می چرخانیم تا این که در کار جا بگیرد. بعد از این که چند چرخش صورت گرفت، عمل را متوقف کرده و به حدیده نگاه می کنیم. اگر حدیده روی کار عمود باشد، آن را برای عمق معینی تنظیم کرده و این عمل را تکرار می کنیم. ضمن این که در میانۀ کار باید حدیده را به عقب برگردانده به چپ گردش داده تا براده های شکسته از شیار حدیده خارج گردد.
در زمان حدیده کاری، توصیه می شود که از روغن مخصوص این کار استفاده شود مگر در مواقعی که لازم است چدن را حدیده کرد. از سوی دیگر بعضی از دسته حدیده ها در جهت هدایت حدیده یک خط مستقیم دارند که با محور پیچ موازی است. برخی حدیده ها بدون راهنما هستند که حدیده کاری باید با دقت و مهارت زیاد به طور عمودی صورت بگیرد. ممکن است در زمان حدیده کاری، در یک میله دندانه های پیچ زیاد عمیق شده و در طرف مقابل آن دندانه ها دارای عمق کمتری باشند، که باید تنظیم شوند.
تراشیدن پیچ روی لوله ها:
سر و ته دندانه های یک قطعه لولۀ پیچ شده، قدری گِرد هستند و قسمت پیچ شدۀ لوله به صورتی مخروطی می باشد که مقدار شیب آن سه چهارم اینچ در هر فوت است. جهت ساختن پیچ روی لوله، باید از حدیده های لوله استفاده کرد. چنان چه حدیده کوچک باشد، باید آن را در جای حدیده که روی دسته؛ تهیه شده است، قرار داد. حدیده گیر، رنگی بوده که می توان آن را روی لوله به شکل عمودی قرار داد. از کج شدن پیچ روی لوله نسبت به محور خود جلوگیری می کند.
روغن کاری:
به منظور جلوگیری از شکستن و یا هرز شدن پیچ حدیده ضمن پیچ بری باید ضمن عمل، روغن کاری صورت بگیرد. نکته ای که باید به آن توجه داشت، استفاده از روغن های مخصوص برای آلیاژهای متفاوت است. زمانی که فولاد حدیده می شود، باید از روغن خوک استفاده شود تا فلز رطوبت دریافت کند. مقداری روغن ضمن عملیات، از حدیده پیچ هدر می رود. گاهی برای این که روغن بسیار مناسبی برای روغن کاری استفاده شود، می توان از مخلوط سفید آب و روغن برش استفاده نمود.
حدیده و قلاویز میلیمتری:
ساختار حدیده شباهت زیادی به حدیده و قلاویز های اینچی دارد با این تفاوت که اندازه ها بر حسب میلیمتر است. در حدیده و قلاویزهای میلیمتری نیز دنده درشت و دنده ریز وجود داشته و علاوه بر آن، یک پیچ چپ و راست دارد که علامت هر یک روی حدیده و قلاویز نوشته شده و به صورت یکسان عمل می کند. مشخصات بر روی حدیده و قلاویزهای اینچی نوشته شده است. برای مثال پیچ و مهرۀ بیست در دو M که M علامت میلیمتر و ۲۰ قطر خارجی پیچ و یا مهره و ۲ گام دندانه ها است.
رزوه تراشی با حدیده:
رزوه های مستقیم و مخروطی خارجی تا قطر حدود یک و یک، دوم اینچ ۳۷ سانتی متر را می توان توسط حدیده های مخصوص با سرعت تراشید. اساساً این حدیده ها شبیه به مهره های سخت شده هستند که چند شیار طولی در آن ها ایجاد شده است. در محل تقاطع حدیده، هر شیار با رزوه یک لبه برنده تشکیل شده است. لبه های برنده یک سر حدیده قدری پخ شده اند. این کار به به شروع درگیری حدیده و قطعه کار کمک کند و چند رزوه دیگر به عمق کامل تراشیده نمی شوند. حدیده های رزوه کاری از نوع فولاد ابزار تندبُر یا فولاد کربن دار ساخته می شوند.
حدیده رزوه کاری یکپارچه:
حدیدۀ یکپارچه استفاده زیادی در صنعت ندارند چرا که قابلیت جبران فرسایش آن در اثر کار از بین رفته است. نوع یکپارچۀ بریده شده را می توان به وسیلۀ پیچ در محدودۀ کوچکی تنظیم نمود و پیچ فرسایش حدیده را جبران و با رزوه منطبق ساخت. این نوع حدیده ها معمولاً در یک دسته بسته و سپس با دست چرخ داده می شود. هنگام استفاده از آن ها باید از نوعی مادۀ روان ساز استفاده نمود تا رزوه ها نرم تر شوند و در عین حال، عمر حدیده افزایش یابد.
سرحدیده های بازشو:
حدیده های یکپارچه فقط با پیچیدن از روی قطعه کار باز می شوند. از این رو در ماشین های تولیدی سریع، قابلیت بالایی ندارند و برای تراش رزوه های خارجی به وسیلۀ ماشین گردت راش با ابزارگاه چرخان، ماشین پیچ تراشی و ماشین های رزوه کاری مخصوصی از سرحدیده های باز شو استفاده می شود.
سه نوع سرحدیده بازشو وجود دارند که هر کدام دارای چند دسته ابزار چند لبه هستند. این لبه ها را می توان برای تیز کردن یا تغییر اندازه رزوه از روی سر حدیده باز کرد. به این ترتیب می توان یک سر حدیده را برای چند اندازه رزوه به کار برد. ابزار های تراش در جهت شعاعی یا در جهت مماس بر قطعه نصب می شوند که سطح تماس لبه های برنده با قطعه کمتر می شود و اصطکاک مالشی تنزل می یابد.
در یک نوع سرحدیده لبه های برنده دایره ای شکل بوده که جهت ایجاد لبه های تیز، قسمتی از دایره برداشته شده است. فرایند خارج شدن لبه های تراش از درگیری با قطعه کار در سر حدیده های مختلف، متفاوت می باشد اما پس از ایجاد رزوه به طول مورد نظر، سرحدیده باز می گردد. در سر حدیده هایی که بر روی ماشین گرد تراش با ابزار گاه چرخان بسته می شوند، پیش از شروع رزوه کاری لبه های تراش را با یک اهرم دستی در وضعیت بسته تنظیم می کنند.
سر حدیده های بازشو که در ماشین های پیچ تراشی و ماشین های رزوه کاری خودکار استفاده می شوند و به مکانیزم خلاص کننده ای مجهز هستند، در شروع هر دوره، کار لبه های تراش را به طور خودکار بسته می شود. ساختار حدیده گِرد شکافدار قطعه ای به شکل دایره بوده که در امتداد یکی از شیاره ها دارای شکاف است که جهت تنظیم دقیق، با استفاده از ۳ پیچ تنظیم تعبیه شده در دسته حدیده ایجاد شده است. حدیده ۲/۵ از دو قطعه آزاد تشکیل می شود که در دستۀ حدیده قرار می گیرند. پیچ کوچکی برای تنظیم روی دستۀ حدیده قرار گرفته است. حدیدۀمهره ای؛ دارای ساختار ۶ گوشه ای بوده که رزوه جدید ایجاد نمی کند، بلکه کار آن « ترمیم » رزوه های آسیب دیده است.

اینسرت مثبت و منفی
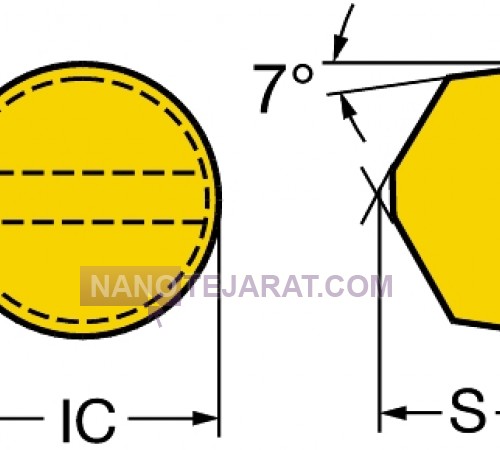
اول از همه، باید تصمیم گرفت که اینسرت های با زاویه مثبت یا منفی قرار است مورد استفاده قرار گرفت.
اینسرت منفی دارای زاویه 90 درجه زاویه خلاصی 0 درجه است و اینسرت مثبت دارای زاویه کمتر از 90 درجه برای مثال زاویه خلاصی 7 درجه می باشد.
شکل یک اینسرت با زاویه منفی نشان می دهد که اینسرت به چه صورت در هولدر قرار می گیرد.
اینسرت مثبت
بعضی از مشخصات این دو نوع اینسرت در زیر نوشته شده است.
مثبت
یک جهتهاینسرت مثبت
نیروی برشی پایین
زاویه خلاصی جانبی
انتخاب اول برای داخل تراشی و بیرون تراشی قطعات باریک
منفی اینسرت منفی
یک جهته یا دو جهته
لبه برشی مستحکم
زاویه خلاصی صفر
گزینه اول برای بیرون در تراشی
شرایط برشی مستحکم اینسرت منفی

فرایند فرزکاری یک فرایند متناوب به حساب می آید. این موضوع باعث می شود که دمای ایجاد شده در لبه برشی ابزار بین بازه های متفاوت دمایی نوسان کند.
ماشینکاری خشک یا تر
تاثیر مایع برشکاری
تغییرات دما هنگامی که لبه برشی در قطعه کار داخل و خارج می شود، تشدید می شود.
لبه برشی همچنین در معرض شوک های حرارتی و تنش های سیکلی قرار گیرد که منجر به خراب شدن لبه و در بدترین حالت می تواند منجر به از بین رفتن کامل نوک ابزار شود.
هرچه ناحیه برشی داغتر باشد، استفاده از مایع خنک کننده نامناسب تر می باشد. در فرایند های فینیش کاری، استفاده از مایع خنک کننده عمر ابزار را به اندازه فرایند خشن کاری کاهش نمی دهد، که علت آن کاهش مرحله تولید گرما می باشد.
ترک ناشی از گرما در لبه ابزار برشی
ترک ناشی از گرما در لبه ابزار برشی
فرزکاری خشک، طول عمر ابزار را افزایش می دهد
در فرزکاری خشک، تغییرات دما اتفاق می افتد، اما این تغییرات در محدوده گرید کارباید باقی می ماند.
عملیات خشن کاری همیشه باید به صورت خشک فرزکاری شود.
انتظارات، هنگامی که مایع خنک کننده توجیه پذیر باشد.
فرایند فینیش استنلس استیل و آلومینیم:
برای جلوگیری از لکه دار شدن سطج توسط تکه های براده
فرزکاری آلیاژهای مقاومت در برار گرما در سرعت های برشی پایین:
برای روانکاری و خنک کردن قطعه کار
فرزکاری در چدن:
برای فرونشاندن و از بین بردن گرد و غبار ناشی از ماشینکاری و همچنین کیفیت بهتر سطح
فرزکاری دیواره های نازک قطعات:
برای جلوگیری از اغتشاشات محیطی
سیستم های با روانکاری میکرو، برای مثال هوای فشرده و ذره های ریز روغن مخصوص می تواند به خالی کردن براده در حفره های عمیق کمک کند.
در سیستم های با روانکاری میکرو، مقدار
در سیستم های با روانکاری میکرو، مقدار "غبار روغن" تنها چند میلی لیتر در ساعت است و این بوسیله سیستم مخصوص تخلیه می شود.
اگر فرزکاری باید با مایع روانکار انجام شود، مایع خنک کننده باید به مقدار فراوان استفاده شود.
اگر فرزکاری باید با مایع روانکار انجام شود، مایع خنک کننده باید به مقدار فراوان استفاده شود.
با نگاه کردن به سه پارامتر اصلی ماشینکاری، سرعت، پیشروی و عمق برش، هر کدام روی عمر ابزار تاثیرگذار می باشند. برای بهترین حالت عمر ابزار:
1-بهینه کردن ap برای کاهش تعداد برش ها
2-بهینه کردن fn برای کمترین زمان برش
3- کم کردن vc برای کاهش گرما
عمق برش ap
در صورتی که بسیار کوچک باشد
رابطه عمق برش با عمر ابزار
رابطه عمق برش با عمر ابزار
از دست دادن کنترل براده
ارتعاش
گرمای بیش از حد
غیر اقتصادی
در صورتی که بسیار زیاد باشد
مصرف بالای انرژی
شکستن اینسرت
افزایش نیروهای برشی
پیشروی fn
در صورتی که پایین باشد
رابطه پیشروی با عمر ابزار
رابطه پیشروی با عمر ابزار
پله پله شدن
سایش ابزار از ناحیه زاویه آزاد
لبه انباشته
غیر اقتصادی
در صورتی که بالا باشد
از دست دادن کنترل براده
صافی سطح نامناسب
تغییر شکل پلاستیک در ابزار
مصرف بالای انرژی
ایجاد جوش براده
چکشی شدن براده
سرعت برش vc
در صورتی که پایین باشد
رابطه سرعت برش با عمر ابزار
رابطه سرعت برش با عمر ابزار
ایجاد لبه انباشته
بلا استفاده ماندن لبه برشی
غیر اقتصادی
سطح ایجاد شده ضعیف
در صورتی که بالا باشد
سایش ابزار از ناحیه زاویه آزاد
صافی سطح نامناسب
تغییر شکل پلاستیک در ابزار
سوپر آلیاژ، آلیاژی است که خواص مکانیکی و مقاومت به خزش تمایل اجسام صلب به تغییر شکل آرام تحت تنش بسایر خوبی در دماهای بالا را نشان می دهد. به علاوه پایداری سطح مناسب و مقاومت به خوردگی و اکسیداسیون بالایی دارد.
سوپر آلیاژهای مقاوم به گرما HRSA می تواند به چهار گروه تقسیم شود؛ آلیاژهای با پایه نیکل، با پایه آهن، با پایه کبالت و تیتانیوم. تیتانیوم می تواند خالص و یا دارای ساختار آفا و بتا باشد.
قابلیت ماشینکاری HRSAها و تیتانیوم ضعیف است بخصوص در شرایط پیر سختی که در آن شرایط خاصی بر شرایط برشی حکم فرما می باشد.
این موضوع اهمیت لبه برشی تیز را برای جلوگیری از ایجاد به اصطلاح لبه های سفید با شرایط سختی و تنشهای باقیمانده را نشان می دهد.
برای اینکول incole
گریدهایی که به طور معمول در فینیشینگ استفاده می شود عبارتند از 1105, 1115 و برای خشن تراشی 6060, 670 یا S05F می باشند. هندسه های معمول عبارتند از –SF, -SGF, -SM, -SMR
برای تیتانیوم
گریدهایی که استفاده می شود H13A, H10A و 1115 می باشند. هندسه های معمول نیز –SF, -SGF, -SM, -SMR هستند.
یک شاخص سایشی معمول در HRSAها و تیتانیوم سایش لبه برنده notch wear می باشد. با استفاده از زاویه ورود کوچک و یا اینسرتهای گرد، پیشروی و عمر ابزار می تواند به طور قابل ملاحظه ای افزایش یابد.
سایش لبه برنده هیچ وقت نمی تواند حذف شود، اما می توان با استفاده از نکات زیر، تا حد زیادی آن را کاهش داد.
استفاده از اینسرت های گرد
کم کردن زاویه ورود به قطعه تا حد ممکن
استفاده از زاویه مناسب بین قطر اینسرت و عمق برش مراجعه به شکل
هنگام ماشینکاری به صورت زاویه دار و ماشینکاری چند مرحله ای عمق برش نباید کمتر از 25mm باشد، در غیر اینصورت امکان ایجاد سایش در لبه می باشد
برای حداقل کردن سایش لبه برنده، بهترین نتایج هنگام استفاده از عمق برشی که حداکثر 15 قطر اینسرت دایره ای باشد حاصل می شود یا 15 شعاع نوک اینسرت در اینسرت های غیر دایره ای.
هنگام استفاده از سرامیک، پخ زنی توصیه می شود.
پخ زنی ریسک ایجاد براده هنگام خروج از برش را به حداقل می رساند. همچنین اثر مثبت روی اینسرت هنگام ورود نیز دارد. برای جلوگیری از سایش لبه برنده هنگام پخ زنی، از پیشروی عمود بر پخ هنگام پخ زنی استفاده نمایید.
مایع خنک کننده همیشه باید هنگام ماشینکاری HRSAها و تیتانیوم بدون توجه به اینکه اینسرت مورد استفاده سرامیک یا کارباید است، استفاده شود. حجم مایع خنک کننده باید زیاد و مستقیم باشد.
بُرقو ابزاری است برای بزرگتر کردن یا گرد کردن سوراخهای ایجادشده با مته.
برقوها میتوانند توپر باشند و در ابزارگیر نصب شوند یا توخالی باشند و روی دُرن سوار شوند. برقوها ممکن است از نوع پهلوتراش یا نوک تراش باشند.
برقوها خیارهها شیارهای طولی مستقیم یا مارپیچی و دندانههای مجزا روی ساقه ی مخروطی یا استوانهای دارند.
به گشاد کردن یا بزرگ کردن سوراخ قطعات فلزی با برقو، برقوکاری گفته میشود.
یک برقوی دستی تنظیمپذیر در محدودهای کوچک برای نمونه از ۱۳٬۵ تا ۱۵٬۵ میلیمتر قابل تنظیم است.
برقو از سه قسمت تشکیل شدهاست: بدنه، دم، لبههای برنده برقو را میتوان با دست یا با دریل چرخانید. در صورتیکه با دریل بهکار گرفته شود سرعت آن نباید بیشتر از RPM ۵۰ باشد. برقوها از فولاد سخت ساخته میشوند و لازم است در جعبههای چوبی دیوارهدار نگهداری شوند تا به یکدیگر اصابت نکنند.
برقوها از دید خیارهها به سه نوع مارپیچ، مستقیم و تنظیمپذیر تقسیم میشوند.
بهطور کل گونههای برقو عبارتند از:
برقوی الماسی
برقوی بازشو
برقوی تنظیمپذیر
برقوی توخالی
برقوی جدارتراش
برقوی خیارهدار
برقوی دستی
برقوی دنبالهدار
برقوی گشادکُن
برقوی ماشینی
برقوی ماشینی بازشو
برقوی ماشینی خیارهدار
برقوی ماشینی سنگین
برقوی ماشینی گلبرگی
برقوی مخروطی
برقوی مخروطی مورس
برقوی مارپیچی برادهبرداری بهتر و ملایمتری انجام میدهد و کمتر قلاب میکند. برقوهای ثابت به اندازه دقیق و استاندارد وجود دارد. برقوهای تنظیمپذیر را باید با دقت زیاد بکار برد و قبل از برقوکاری به وسیله میکرومتر قطر تیغهها را اندازه گرفت.

ميكرومتر يا ريزسنج ابزاراندازه گيري ابعادي دقيقي است كه در انواع مختلف طراحي و عرضه مي گردند و جهت اندازه گيري ابعاد دروني يا بيروني يا عمق و غيره بكار مي روند.
ميكرومترهاي بيرن سنج براي سنجش قطر يا ضخامت بيروني ، نوع داخل سنج براي اندازه گيري قطر دروني و نوع عمق سنج آن صرفا" قابليت سنجش عمق قطعات دقيق تر را دارد.
انواع مرسوم اين ابزار عبارت است از ورنيه، كنتوردار، ساعت دار و ديجيتالي.

اندازه گيری : به مجموعه عملياتی که انجام می شود تا اندازه يک کميت فيزيکی براساس يکی از يکاهای قانونی تعيين شود، اندازه گيری گويند، مانند اندازه گيری به وسيله کوليس، میکرومتر و…
وسيلۀ اندازه گيری : به وسيله ای که برای انجام اندازه گيری يا اندازه گيری های مشخص به کار میرود، « وسيله اندازه گيری» گويند، مانند خطکش،کوليس، ميکرو متر و…
استاندارد وسايل اندازه گيری: وسايل اندازه گيری جزء تجهيزات استاندارد شده می باشند و براساس استانداردهای بين المللی يا ملی طراحی، ساخته وآزمايش می شوند. اين استانداردها راهنمايی برای مشخصات، قابليت تفکيک، گستره اندازه گيری، جنس، روشهای درجه بندی، مقدار خطاهای مجاز، اندازه اجزا، روش ساخت، اندازه گيری و کاليبراسيون می باشند. به عنوان مثال : استاندارد ١٩٨٠ ISIRI مخصوص کوليس ورنيه ١/ ٠ و ٠٥/ ٠ ميلیمتر و استاندارد١ــ٨٥١٢ ISO , ٢ــ٨٥١٢ ISO مخصوص صفحه صافی ها و استاندارد 875 DIN: مخصوص گونياها است.
وسايل اندازه گيری به دو دسته ثابت و متغير تقسيم میشوند:
وسايل اندازه گيری متغير: با يک نوع وسيله می توان يک يا چند نوعُ بعد با اندازه های مختلف را به لحاظ مقدار، اندازه گرفت. مانند کوليس، ميکرومتر، زاويه سنج و …
وسايل اندازه گيری ثابت: در اين دسته از وسايل، با يک نوع وسيله می توان فقط يک نوع بعد با يک مقدار را اندازه گيری نمود، مانند شابلن شعاع سنج، فيلر، شابلن ميله و…

قطعات تراشکاری دارای مقاطع دایره ای شکل از قبیل میله های ساده و غیر ساده، میله های پیچ شده، پولکها، بوشها و نظائر اینها می باشد که قطعات اصلی ماشین ها و دستگاهها و اسبابهای فنی را تشکیل می دهند. همچنین عده زیادی از ابزارها مانند تیغه فرز، مته ها، برقوها، و قلاویزها هم دارای مقاطع گرد هستند. بنابر موارد استعمال خاصی که قطعات تراشکاری باید داشته باشند آن ها را از مواد مختلف مثلاً از فولاد، چدن، برنز، برنج، مس، فلزات سبک، چوب و یا مواد مصنوعی و نظائر آن ها می سازند.وضع سطح خارجی قطعات تراشکاری می تواند متفاوت باشد.
برای بدست آوردن فرم استوانه ایی، قطعه کار را توسط ماشین تراش به دور محور خودش محور گردش حرکت می دهند.در موقع گردش قطعه کار با ابزار برنده ایکه مقابل آن بسته شده و برای جدا کردن براده از روی آن است برخود می کند. این طریقه عمل براده گیری را« چرخ یا تراش کاری » می گویند و انجام کار مستلزم چند حرکت متفاوت است.
فرم های مختلف قطعات تراشکاری را از طریق انجام یک سری کارهای متفاوت بدست می آورند و بنا برآن که قطعات از خارج یا داخل تراشیده شوند. بطور مختصر به این صورت مشخص می کنند:
ت خ تراش خارج یا ت د تراش داخل.
قطعات استوانه شکل از طریق طول تراشیسطوح صاف،از طریق عرض تراشی، قطعات مخروطی از طریق مخروط تراشی و بالاخره قطعات فرم دار از طریق فرم تراشی و پیچها از طریق پیچ تراشی ساخته می شوند.
برای آنکه کلید مسائل تراشکاری حل شده و بتوان انواع مختلف کارها را چرخکاری نمود ماشین های تراش را به انواع مختلف ساخته اند متداولترین این ماشین ها همان تراش معمولی یا تراش مرغک دار است. و انواع مهم دیگرآن، ماشین پشیانی تراش و ماشین تراش عمودی یا کاروسل است که کارهای سوراخکاری را هم انجام می دهد.
قسمت های اصلی ماشین تراش معمولیمرغک دار :
چون برای بستن قطعات کار دراین ماشین از یک یا دو مرغک استفاده می شود لذا اسم آن را ماشین تراش مرغک دار گذارده اند ضمناً به آن ماشین تراش با میله کشش و هادی و همچنین ماشین طول تراش هم می گویند.
میله کار یاطاقان شده و بوسیله آن به قطعه کار گردش داده می شود.این میله به طرز بسیار خوبی یاطاقان بندی شده و کاملاً محکم نگه داری می گردد و جنس آن هم از بهترین فولادها است. اغلب اوقات این میله تو خالی است و می توان قطعه کار یا میله ای که باید رویش کار انجام شود از داخل سوراخ آن عبور داد.
بستر یاطاقان های این میله سنگ زده شده اند. یا یاطاقان هایی که معمولاً برای این میله ها مصرف می شوند از نوع یاطاقان های لغزشی و یاطافان های غلطکی می باشند.
پوسته داخل یا طاقان های لغزشی اکثراً از جنس برنز هستند. یا طاقان های غلطکی دارای اصطکاک کمتری می باشند. میله کار بایستی در یاطاقان خود بدون بازی لقی کار کند.اگر یاطاقان لقی داشته باشد روی سطح کار تراشیده شده ناهموار و بعلاوه این لقی باعث خواهد شد که قطعات فرم غیر استوانه ای به خود بگیرند.
از لقی یاطاقان می توان در نتیجه میزان کردن تا حدی جلوگیری کرد.یاطاقان ساچمه ای یا صفحه ای فشاری که در موقع تراش در جهت محور گردش تولید می شود به خود می گیرد. سرمیله کار پیچ شده است و انواع وسائل بستن را می توان به روی آن پیچاند، سوراخ مخروطی داخل آن برای جازدن مرغک است. میله کار حرکت خود را از دستگاه حرکت اصلی می گیرد.
دستگاه حامل ساپورت، که حامل رنده تراشی کاری بوده و وسیله تنظیم حرکت بار است. این دستگاه فرم کشوی صلیبی را دارد و شامل کشوی رومیزی و دو کشوی دیگر دم چلچله بنام کشوی عرضی و روئی است. کشوی رویی حامل رنده است این کشوها بایستی در راهنماهای خود بدون لقی حرکت کنند. قسمت های مختلف ساپورت برای بار طولی و عرضی ممکن است با دست و پا بوسیله دو میله هادی و کشش که در جلوی میز ماشین نصب شده اند و حرکتشان را از میله کار می گیرند بطور اتوماتیک به حرکت درآیند.
دستگاه مرغک :
این دستگاه به منظور تکیه گاه قطعات کار بلند مورداستفاده واقع می شود و به اضافه در موقع سوراخ کاری یا برقوزدن ابزار برنده را بوسیله دنباله مخروطی که دارد برآن سوار می نمایند. دستگاه مرغک را می توان روی میزماشین تغییر مکان داد و در هر نقطه دلخواهی محکم کرد. برای حرکت دادن میله داخلی آن از گردش چرخ دستی انتهای مرغک و برای ثابت نگه داشتن از اهرم قسمت جلوئی آن استفاده می شود.
میز ماشین :
که حامل تمام قسمت ها و قطعات ماشین تراش است و روی پایه هایی مستقر شده، دستگاه ساپورت و متعلقات آن و همچنین دستگاه مرغک روی راهنماهای میز حرکت می کنند.این راهنماها اغلب فرم منشوری دارند و ممکن است تخت هم باشند برای تراش کارهایی که قطر بزرگ دارند قسمتی از میز ماشین را طوری ساخته اندکه قابل درآوردن باشد.
جعبه دنده برای حرکت اصلی :
میله کار در موقع تراش قطعات بایستی نسبت به وضع و مشخصات کار،دورهای متفاوت داشته باشند.دور عبارت از تعداد گردش قطعه کار در هر دقیقه است.برای بدست آوردن دورهای مختلف از دستگاهی به نام جعبه دنده اصلی استفاده می شود که معمولاً جای آن در زیر دستگاه یاطاقان میله کار است.بعضی اوقات ممکن است قسمتی از جعبه دنده اصلی در داخل پایه ماشین جاسازی شده باشد. بوسیله حرکت چرخ تسمه و چرخ دنده می توان تعداد دور را بصورت پله کانی با واسطه تغییر داد و مثلاً از105 به 151 و214 دور در هر دقیقه.به اضافه جعبه دنده هایی نیز یافت می شوند که ممکن است بوسیله آن ها تعداد دور را غیر از صورت پله کانی بلا واسطه تغییر داد.
ابزارهای تراشکاری :
برای جدا کردن براده از روی کارهای تراشکاری رنده های تراشکاری و قلم های تراشکاری بکار می برند. قدرت انجام کار ابزارها ارتباط با جنس و فرم لبه برنده ابزار دارد.
جنس ابزارها ی تراشکاری :
جنس ابزار باید خواص ذیل را دارا باشد:
سختی، مقاومت، مقاومت سختی در برابر حرارت و مقاومت در برابر سائیدگی.جنس ابزار باید سخت باشد تا لبه برنده آن بتواند در داخل کار نفوذ کند و اگر مقاومت به اندازه کافی نداشته باشد لبه برنده می شکند به اضافه هر ابزار بایستی تا اندازه ای بتواند در مقابل حرارت که در اثر اصطکاک لبه برنده آن با کار تولید می شودمقاومت داشته و سختی خود را حفظ کند و برای آن که خیلی زود در اثر کار سائیدگی پیدا نکرده و کند نشود می بایستی مقاومت مخصوصی در برابر سائیدگی داشته باشد.
برای ابزارهای تراشکاری جنس متفاوت مصرف می شوند که عبارتند از:
فولاد ابزار غیرآلیاژ: فولادی است که5/0 تا 5/1 درصد کربن دارد این فولاد در مقابل حرارتی برابر با 250 درجه سانتی گراد سختی خود را از دست می دهد و از این جهت برای سرعت برشهای زیاد مناسب نیست وروی همین نظر هم این فولاد را در حالات استثنایی فقط برای ساختن رنده های تراشکاری مصرف می کنند.اغلب فولاد ابزار غیر آلیاژ را به نام فولاد کربن و یابطور ساده به عنوان فولاد ابزارws می نامند.
فولاد آلیاژدار: فولادی است که غیر از کربن آلیاژ آن شامل مقداری و لفرام، کرم، وانادیوم، مولیبدن و نظایرآن است.فولادهای آلیاژ دار نیز ممکن است مقدار درصد آلیاژ آن ها کم و زیاد باشد مثلاً فولاد تندبرss مقدار درصد آلیاژش زیاد است و مقاومتش در برابر سائیدگی نیز خیلی زیاد است.این فولاد سختی خود را حتی تا 600 درجه سانتی گرادحفظ می کند. خاصیت مقاومت سختی این فولاد در برابر حرارت بیش از هر چیز مدیون به داشتن و لفرام است و در اثر داشتن همین خاصیت می توان با این ابزار با سرعت برشهای خیلی زیاد کارکرد.چون قیمت فولادتند بر زیاد است اغلب فقط قسمت برنده ابزار و یا صفحه ای از این فولاد را روی بدنه رنده که از جنس فولاد ماشین سازی است نصب کرده و جوش می دهند.
فلزات سخت: قدرت انجام کار ابزار را به حد قابل ملاحظه ای بالا می برند. قسمت اصلی ماده ترکیبی،فلز سخت و لفرام یا مولیبدن است. به اضافه مقداری کبالت و کربن نیز درآن وجود دارد. فلز سخت خیلی گران قیمت است و از این جهت تیغه های نرم شده ای ازآن را روی برنده ای از فولادهای ساختمانی لحیم می نمایند.
قدرت برش رنده های تراشکاری از جنس فولاد سخت حرارت برشی 900 درجه سانتی گرادرا هم به خوبی تحمل می کند و به همین جهت در دورهای خیلی زیادمی توان آن ها را به کار برد وبا داشتن این خواص زمان انجام کار با این فولاد هاکوتاه تر ودر نتیجه سرعت برش خیلی زیادوسطح کار هم کاملاً صاف و تمیز بدست می آید. برای انجام کار روی جنس های مختلف کارهای تراشکاری لازم است که نوع فلز سخت متناسب با آن ها را به کار برد.
رنده الماسه ها: الماسه ها را اغلب به جای لبه برنده ابزار بکار می برند، جنس آن ها خیلی سخت و مقاومتشان در مقابل سائیدگی بی اندازه خوب است. رنده الماسه ها را مخصوصاً برای ظریف کاری قطعات روی ماشین های مخصوص مصرف می نمایند.
مواد برش سرامیکی: که خیلی سخت هستند و به جای قسمت و قطعه برنده در رنده گیرها بسته می شوند
فرم لبه برنده ابزار :
در قلم های تراشکاری دو قسمت که یکی بدنه و دیگری سر برنده ابزار باشد تشخیص داده می شود قسمت بدنه برای بستن است و سربرنده برای جداکردن براده ودارای لبه برنده لازم می باشد.
فرم اصلی کلیه ابزارهای براده برداری شبیه به گوه است.لبه برنده عبارت از خط تقاطع دو سطح گوه است لیکن قاعدتاً لبه سطوح محدود شده گوه را هم به عنوان لبه برنده حساب می کنند.
سطوح قطعه کار :
یکی سطح برش روی قطعه کار است و عبارت از سطحی که مستقیماً زیر لبه برنده ابزار قرار می گیرد و دیگری سطح کار شده وآن عبارت از سطحی کلی است که در اثر حالت برش روی کار ایجاد شده است.
سطوح،زاویه و لبه برنده در سر برنده ابزار :
یکی سطح براده است و همان سطحی از لبه برنده ابزار است که براده روی آن حرکت دارد. دیگری سطح آزاد است که در نقطه مقابل سطح برش سر برنده ابزار قرار دارد. به اضافه زاویه آزاد α که بین سطح برش و سطح آزاد است و زاویه گوه که بین سطح آزاد و سطح براده قرار گرفته و بالاخره زاویه براده γ که بین خط مرکز روی سطح برش و سطح براده واقع شده.زوایای آزاد وگوه وبراده جمعاً تشکیل یک زاویه 90 درجه میدهند.
لبه بدنه اصلی عبارت از لبه برندهای است که در نقطه مقابل جهت بار قرار دارد و لبه برنده فرعی عبارت از لبه برندهای است که متصل به لبه برنده اصلی میباشد.
مقدار یا بزرگی زاویه لبه برنده :
ارتباط با جنس کاری دارد که باید از روی آن برادهبرداری شود و برای جلوگیری از شکستن لبه برنده بایستی برای جنس سختتر زاویه گوه بزرگتری نسبت به جنس نرمتر اختیار کرد.
مقدار زاویه آزاد را فقط باید آن حد بزرگ گرفت که سطح آزاد رنده با کار اصطکاکی نداشته باشد. از طرفی هرچه زاویه براده بزرگتر باشد جدا شدن براده از کار سهلتر صورت میگیرد اما با وجود این نباید فراموش کرد که بزرگ کردن این زاویه طبق دلخواه نمیتواند باشد زیرا بزرگ شدن آن ارتباط مستقیم با کوچک شدن زاویه گوه دارد.
زاویه تنظیم :
عبارت از زاویهاست که بین لبه برنده اصلی و سطح کار قرار دارد و چنانچه مقدار این زاویه بزرگ باشد عرض براده کم خواهد شد و فشار برش روی طول کوتاهی از لبه برنده که کار میکند تقسیم میشود. بدیهی است که در چنین حالتی لبه برنده تحت فشار بسیار زیادی واقع شده و در نتیجه دوام کمتری خواهد داشت و اگر زاویه تنظیم کوچکتر باشد با یکنواخت ماندن عمق براده عرض آن بیشتر شده و ثمره آن این است که دوام لبه برنده نیز بیشتر میشود مقدار زاویه تنظیم در حالت طبیعی 45 درجه است.
اگر مقدار زاویه تنظیم از حالت طبیعی کمتر انتخاب شود یک فشار برگشت یا مخالف R بزرگی تولید میشود که در نتیجه آن کارهای نازک و بلند تراشکاری خم میشوند مقدار این فشار برگشت یا مخالف در حالیکه زاویه تنظیم بزرگتر از حد لازم باشد کوچکتر بوده و خطر خم شدن قطعات کار نیز کمتر خواهد بود.
زاویه تیزی :
محصور به لبه برنده اصلی و فرعی است و مقدارش
90 درجه است.رنده تراشکاری که زاویه تیزی کمتری داشته باشد خیلی زود کند میشود.
زاویه تمایل :
وضع قرار گرفتن لبه برنده اصلی را نسبت به افق تعیین میکند. لبه برنده ممکن است افقی بالاتر از افق و یا زیر افق قرار گیرد. برای کارهای روتراشی تجربه این طور نشان داده است که تمایل لبه برنده به زیر افق بهتر است زیرا در این حال براده بهتر جدا میشود. زاویه تمایل برای رندههای تراشکاری از 3 تا 5 درجه است.
انواع رندهها یا قلمهای تراشکاری :
انجام هر کار تراشکاری مستلزم رنده مناسبی برای آن کار است. مثلاً برای روتراشی، پرداختکاری، سوراخکاری، پیشانیتراشی، پیچ تراشی و امثال آنها باید قلمهای فرم دار مناسبی انتخاب کرد.
قلمهای روتراشی :
مطلب مهم در کارهای روتراشی این است که در زمان کوتاهی مقدار زیادی براده از روی کار جدا شودازاین رو بایستی اصولاً رندههای تراشکاری رندههای جاندار و قوی باشند. اینگونه رندهها ممکن است فرم صاف و یا فرم خمیده داشته باشند.
معمولاً بر حسب وضع لبه برنده اصلی، رندهها به دو دسته چپ و راست تقسیم میشوند و برای تشخیص چپ و راست رنده چنین عمل میشود:
رنده را بطوریکه سر برنده آن بطرف مشخص و به سمت بالا باشد راست نگه میدارند چنانچه لبه برنده اصلی آن در سمت راست قرار گیرد آن را رنده راست و اگر برعکس لبه برندهاش در سمت چپ واقع شود رنده چپ یا به اصطلاح چپ تراش است.
قلمهای پرداختکاری :
با عمل پرداختکاری بایستی در کار سطح خارجی صافی تولید شود و برای این منظور اغلب رنده پرداخت سرصافی که لبه برنده آن کمی گرد شده باشد به کار میبرند گاهی نیز از رنده پرداخت سر پهن استفاده میشود. لبه برنده رندههای پرداختکاری بایستی پس از سنگ زدن با کمال دقت بوسیله سنگ دستی آماده شوند زیرا در غیر اینصورت سطح خارجی کار تراشیده شده صاف نخواهد بود.
قلمهای بغلتراش :
برای پیشانی تراشی و همچنین برای تراش گوشههای تیز به کار برده میشوند. لبه برنده فرعی این رندهها برای جدا کردن براده مناسب نیست و به این جهت در موقع تراش با این رندهها باید حرکت آنها از داخل کار به سمت خارج آن باشد.
قلمهای تراشکاری فرم دار :
برای انجام انواع مختلف کارهای تراشکاری رندههای متفاوتی که لبه برنده آنها فرم متناسبی با نوع آن کار داشته باشد وجود دارند.
قلمگیر :
قلمگیرها برای نگاهداری رندههای کوچک و یا تیغچهها مورد استفاده قرار میگیرند. رندهگیرها از فولاد ساختمانی ارزان ساخته میشوند و با به کار بردن آنها از مصرف بیهوده فولاد ابزار گران قیمت جلوگیری میشود.
چگونگی مراقبت از قلمهای تراشکاری :
رندههای تراشکاری را باید اصولاً به طوری مواظبت نمود که کوچکترین صدمهای به لبه برنده آنها وارد نشود زیرا در هر نوبت که آنها را تیز کنند علاوه بر به هدر رفتن مقداری از فلز قیمتی مقداری هم از وقت پرارزش بیهوده تلف میشود. بدیهی است که لبههای برنده پس از مدت زیادی کار قابلیت برش خود را از دست داده و کند میشوند و کار با چنین رندههای کندی موجب اصطکاک و تولید حرارت بیشتری شده و نتیجتاً سطح خارجی کار هم ناصاف در میآید در موقعیکه رنده را از نو تیز میکنند لازم نیست که تمام لبه برنده صدمه دیده آن را از بین ببرند بلکه انجام این عمل در چند مرحله بطوریکه پس از هر مرحله مقدرای با آن کار شود به صرفه نزدیکتر است.
برای سنگ زدن رنده قاعدتاً بایستی به ترتیب اول با سنگ خشن زبر و بعد با سنگ نرم رنده را تیز کنند.بهتر است که برای انجام این منظور از سنگ بشقابی استفاده شود. موقعیکه رنده را با سنگ نرم آماده میکنند باید توجه داشته باشند که زوایای لازمی که با سنگ زبر به آن داده شده از بین نرود.
در مورد تیز کردن ابزارهایی از فلزات سخت ابتدا بدنه آن را بوسیله سنگی از جنس الکتروگروند تیز کرده و بعد برای تیز کردن تیغچه آن که از فلز سخت است از سنگ دیگری که جنسش کاربید است استفاده مینمایند.
برای تیز کردن قلم نکات ذیل باید مراعات شود :
1- سنگ باید در خلاف لبه رنده حرکت داشته باشد.
2- فشار برنده باید متناسب باشد.
3- در مورد سنگهایی که بوسیله مایعی باید خنک شوند لازم است مایع خنک کننده به حد کافی در جریان باشد.
4- از توخالی کردن سطح آزاد رنده باید امتناع کرد.
5- زاویه برنده رنده را بایستی با شابلون مخصوص آزمایش کرد.
6- سنگهایی که چرب شده و یا از حالت دایرهای خارج شده باشند ابتدا بوسیله دستگاه مخصوص صاف و آماده گردند

الماس گام زنی یا همان رزوه تراش الماس های گام زنی دارای سایز و دنده های مختلفی می باشند که در صنایع مختلفی چون نفت و گاز*لوله*ریلی*پتروشیمی و… مورد استفاده قرار می گیرند که از جمله الماس های گام زنی می توان به
1-اینسرت پیچ بری AG55 یا A55 یا G55 اینسرت هایی هستند با قابلیت چند نوع دنده متفاوت رزوه کردن.
2-الماس های گام زنی زاویه60 درجه معمولا گام متغیر بوده وتوانایی رزوه کردن چند دنده مختلف را دارا می باشند.
3-اینسرت پیچ بری دندهPG مورد استفاده در صنعت برق و الکترونیک.
4-اینسرت پیچ بری APPIRD در چهار فرم موجود می باشد.STANDARD SINTERED CHIPBREAKER M+STYLE T+STYL
5-الماس گام زنی دنده BUT
6-الماس گام زنی APIبا زاویه 30 درجه دنده آمریکایی موارد مورد استفاده ایجاد رزوه بر روی کلیه لوله های صنعت نفت گاز وپتروشیمی.
7-الماس گام زنی دنده SAGE مخصوص صنایع نفت و پتروشیمی می باشد.
8-الماس گام زنیABUT
9-الماس پیچ بری MJ معمولا در صنعت هواپیماسازی و هوا فضا کاربرد دارد.
10-الماس گام زنی UNJ اینسرتی است که در صنعت هوا پیما سازی و هوا فضا استفاده می گردد.
11-الماس گام زنی STACME الماس است 29 درجه با طول دندانه کوتاهتر از ACME برای رزوه کردن با عمق کمتر نسبت به اینسرتACME.
12-الماس گام زنیACMEواردات انواع الماس های گام زنی با دنده های مخصوص که در صنایع نفت و گاز و پتروشیمی کاربرد دارند.دنده آمریکایی
13-الماس گام زنیTRیا دنده کبریتی
14-اینسرت گام زنی RD اینسرتی است که دنده را RO رزوه می کند.
15-اینسرت پیچ بری NPTF معمولا برای دنده کردن لوله های بخار لوله های گاز و لوله های آب به کار می رود.
16-اینسرت پیچ بری NPT معمولا برای رزوه کردن لوله های بخار گاز و آب به کار می رود.
17-اینسرت پیچ بری BSPT معمولا برای رزوه کردن لوله های گاز-بخار-آب و… به کار می رود.
18-الماس پیچ بری دنده W اینسرتی است که دنده های اینچ را رزوه می کند که شامل سه فرم ISO U-STYLE و دو نیش می باشد.
19-الماس گام زنی دنده UN اینسرتی است برای رزوه کردن دنده های اینچی دنده آمریکایی که دارای تنوع فراوان می باشد.
20-اینسرت پیچ بری استاندارد برای دنده کردن گام های استاندارد به کار می رود که سایز و شکل های مختلفی دارد.
21-الماس گام زنی AG60 الماسی قابل تنظیمی است که می تواند دنده های نیم0.5تا گام3.0 را رزوه کند.
الماس گام زنی ISO METRIC
الماس گام زنی دنده UN,
الماس گام زنی دنده W,
الماس گام زنی دنده BSPT,
الماس گام زنی دنده NPT,
الماس گام زنی دنده NPTF,
الماس گام زنی دنده NPS,
الماس گام زنی دنده RD,
الماس گام زنی دنده RD 20400,
الماس گام زنی TR,
الماس گام زنی ACME,
الماس گام زنی STUB ACME-STACME,
الماس گام زنی دنده UNJ,
الماس گام زنی دنده MJ,
الماس گام زنی ABOUT,
الماس گام زنی BBUT,
الماس گام زنی SAGE,
الماس گام زنی API,
الماس گام زنی BUT,
الماس گام زنی APPI RD,
الماس گام زنی VAM,
الماس گام زنی EL,
الماس گام زنی H90,
الماس گام زنی PG,
را شامل می شود.
اینسرت های گام زنی جهت رزوه زدن استفاده می شود و جایگزین مناسبی برای حدیده و قلاویز می باشد.
اینسرت گام زنی دارای دنده های مختلف شامل:
اینسرت گام زنی ISO METRIC,
اینسرت گام زنی دنده UN,
اینسرت گام زنی دنده W,
اینسرت گام زنی دنده BSPT,
اینسرت گام زنی دنده NPT,
اینسرت گام زنی دنده NPTF,
اینسرت گام زنی دنده NPS,
اینسرت گام زنی دنده RD,
الینسرت گام زنی دنده RD 20400,
اینسرت گام زنی TR,
اینسرت گام زنی ACME,
اینسرت گام زنی STUB ACME-STACME,
اینسرت گام زنی دنده UNJ,
اینسرت گام زنی دنده MJ,
اینسرت گام زنی ABOUT,
اینسرت گام زنی BBUT,
اینسرت گام زنی SAGE,
اینسرت گام زنیAPI,
اینسرت گام زنیBUT,
اینسرت گام زنیAPPIRD,
اینسرت گام زنیVAM,
اینسرت گام زنیEL,
اینسرت گام زنیH90,
اینسرت گام زنیPG,

قطعات تراشکاری دارای مقاطع دایره ای شکل از قبیل میله های ساده و غیر ساده، میله های پیچ شده، پولکها، بوشها و نظائر اینها می باشد که قطعات اصلی ماشین ها و دستگاهها و اسبابهای فنی را تشکیل می دهند. همچنین عده زیادی از ابزارها مانند تیغه فرز، مته ها، برقوها، و قلاویزها هم دارای مقاطع گرد هستند. بنابر موارد استعمال خاصی که قطعات تراشکاری باید داشته باشند آن ها را از مواد مختلف مثلاً از فولاد، چدن، برنز، برنج، مس، فلزات سبک، چوب و یا مواد مصنوعی و نظائر آن ها می سازند.وضع سطح خارجی قطعات تراشکاری می تواند متفاوت باشد.
برای بدست آوردن فرم استوانه ایی، قطعه کار را توسط ماشین تراش به دور محور خودش محور گردش حرکت می دهند.در موقع گردش قطعه کار با ابزار برنده ایکه مقابل آن بسته شده و برای جدا کردن براده از روی آن است برخود می کند. این طریقه عمل براده گیری را« چرخ یا تراش کاری » می گویند و انجام کار مستلزم چند حرکت متفاوت است.
فرم های مختلف قطعات تراشکاری را از طریق انجام یک سری کارهای متفاوت بدست می آورند و بنا برآن که قطعات از خارج یا داخل تراشیده شوند. بطور مختصر به این صورت مشخص می کنند:
تراش خارج یا تراش داخل.
قطعات استوانه شکل از طریق طول تراشیسطوح صاف،از طریق عرض تراشی، قطعات مخروطی از طریق مخروط تراشی و بالاخره قطعات فرم دار از طریق فرم تراشی و پیچها از طریق پیچ تراشی ساخته می شوند.
برای آنکه کلید مسائل تراشکاری حل شده و بتوان انواع مختلف کارها را چرخکاری نمود ماشین های تراش را به انواع مختلف ساخته اند متداولترین این ماشین ها همان تراش معمولی یا تراش مرغک دار است. و انواع مهم دیگرآن، ماشین پشیانی تراش و ماشین تراش عمودی یا کاروسل است که کارهای سوراخکاری را هم انجام می دهد.
قسمت های اصلی دستگاه تراش معمولیمرغک دار :
چون برای بستن قطعات کار دراین ماشین از یک یا دو مرغک استفاده می شود لذا اسم آن را ماشین تراش مرغک دار گذارده اند ضمناً به آن دستگاه تراش با میله کشش و هادی و همچنین ماشین طول تراش هم می گویند.
میله کار یاطاقان شده و بوسیله آن به قطعه کار گردش داده می شود.این میله به طرز بسیار خوبی یاطاقان بندی شده و کاملاً محکم نگه داری می گردد و جنس آن هم از بهترین فولادها است. اغلب اوقات این میله تو خالی است و می توان قطعه کار یا میله ای که باید رویش کار انجام شود از داخل سوراخ آن عبور داد.
بستر یاطاقان های این میله سنگ زده شده اند. یا یاطاقان هایی که معمولاً برای این میله ها مصرف می شوند از نوع یاطاقان های لغزشی و یاطافان های غلطکی می باشند.
پوسته داخل یا طاقان های لغزشی اکثراً از جنس برنز هستند. یا طاقان های غلطکی دارای اصطکاک کمتری می باشند. میله کار بایستی در یاطاقان خود بدون بازی لقی کار کند.اگر یاطاقان لقی داشته باشد روی سطح کار تراشیده شده ناهموار و بعلاوه این لقی باعث خواهد شد که قطعات فرم غیر استوانه ای به خود بگیرند.
از لقی یاطاقان می توان در نتیجه میزان کردن تا حدی جلوگیری کرد.یاطاقان ساچمه ای یا صفحه ای فشاری که در موقع تراش در جهت محور گردش تولید می شود به خود می گیرد. سرمیله کار پیچ شده است و انواع وسائل بستن را می توان به روی آن پیچاند، سوراخ مخروطی داخل آن برای جازدن مرغک است. میله کار حرکت خود را از دستگاه حرکت اصلی می گیرد.
دستگاه حامل ساپورت، که حامل رنده تراشی کاری بوده و وسیله تنظیم حرکت بار است. این دستگاه فرم کشوی صلیبی را دارد و شامل کشوی رومیزی و دو کشوی دیگر دم چلچله بنام کشوی عرضی و روئی است. کشوی رویی حامل رنده است این کشوها بایستی در راهنماهای خود بدون لقی حرکت کنند. قسمت های مختلف ساپورت برای بار طولی و عرضی ممکن است با دست و پا بوسیله دو میله هادی و کشش که در جلوی میز ماشین نصب شده اند و حرکتشان را از میله کار می گیرند بطور اتوماتیک به حرکت درآیند.
دستگاه مرغک :
این دستگاه به منظور تکیه گاه قطعات کار بلند مورداستفاده واقع می شود و به اضافه در موقع سوراخ کاری یا برقوزدن ابزار برنده را بوسیله دنباله مخروطی که دارد برآن سوار می نمایند. دستگاه مرغک را می توان روی میزماشین تغییر مکان داد و در هر نقطه دلخواهی محکم کرد. برای حرکت دادن میله داخلی آن از گردش چرخ دستی انتهای مرغک و برای ثابت نگه داشتن از اهرم قسمت جلوئی آن استفاده می شود.
میز ماشین :
که حامل تمام قسمت ها و قطعات ماشین تراش است و روی پایه هایی مستقر شده، دستگاه ساپورت و متعلقات آن و همچنین دستگاه مرغک روی راهنماهای میز حرکت می کنند.این راهنماها اغلب فرم منشوری دارند و ممکن است تخت هم باشند برای تراش کارهایی که قطر بزرگ دارند قسمتی از میز ماشین را طوری ساخته اندکه قابل درآوردن باشد.
جعبه دنده برای حرکت اصلی :
میله کار در موقع تراش قطعات بایستی نسبت به وضع و مشخصات کار،دورهای متفاوت داشته باشند.دور عبارت از تعداد گردش قطعه کار در هر دقیقه است.برای بدست آوردن دورهای مختلف از دستگاهی به نام جعبه دنده اصلی استفاده می شود که معمولاً جای آن در زیر دستگاه یاطاقان میله کار است.بعضی اوقات ممکن است قسمتی از جعبه دنده اصلی در داخل پایه ماشین جاسازی شده باشد. بوسیله حرکت چرخ تسمه و چرخ دنده می توان تعداد دور را بصورت پله کانی با واسطه تغییر داد و مثلاً از105 به 151 و214 دور در هر دقیقه.به اضافه جعبه دنده هایی نیز یافت می شوند که ممکن است بوسیله آن ها تعداد دور را غیر از صورت پله کانی بلا واسطه تغییر داد.
ابزارهای تراشکاری :
برای جدا کردن براده از روی کارهای تراشکاری رنده های تراشکاری و قلم های تراشکاری بکار می برند. قدرت انجام کار ابزارها ارتباط با جنس و فرم لبه برنده ابزار دارد.
جنس ابزارهای تراشکاری :
جنس ابزار باید خواص ذیل را دارا باشد:
سختی، مقاومت، مقاومت سختی در برابر حرارت و مقاومت در برابر سائیدگی.جنس ابزار باید سخت باشد تا لبه برنده آن بتواند در داخل کار نفوذ کند و اگر مقاومت به اندازه کافی نداشته باشد لبه برنده می شکند به اضافه هر ابزار بایستی تا اندازه ای بتواند در مقابل حرارت که در اثر اصطکاک لبه برنده آن با کار تولید می شودمقاومت داشته و سختی خود را حفظ کند و برای آن که خیلی زود در اثر کار سائیدگی پیدا نکرده و کند نشود می بایستی مقاومت مخصوصی در برابر سائیدگی داشته باشد.
برای ابزارهای تراشکاری جنس متفاوت مصرف می شوند که عبارتند از:
فولاد ابزار غیرآلیاژ: فولادی است که5/0 تا 5/1 درصد کربن دارد این فولاد در مقابل حرارتی برابر با 250 درجه سانتی گراد سختی خود را از دست می دهد و از این جهت برای سرعت برشهای زیاد مناسب نیست وروی همین نظر هم این فولاد را در حالات استثنایی فقط برای ساختن رنده های تراشکاری مصرف می کنند.اغلب فولاد ابزار غیر آلیاژ را به نام فولاد کربن و یابطور ساده به عنوان فولاد ابزارws می نامند.
فولاد آلیاژدار: فولادی است که غیر از کربن آلیاژ آن شامل مقداری و لفرام، کرم، وانادیوم، مولیبدن و نظایرآن است.فولادهای آلیاژ دار نیز ممکن است مقدار درصد آلیاژ آن ها کم و زیاد باشد مثلاً فولاد تندبرss مقدار درصد آلیاژش زیاد است و مقاومتش در برابر سائیدگی نیز خیلی زیاد است.این فولاد سختی خود را حتی تا 600 درجه سانتی گرادحفظ می کند. خاصیت مقاومت سختی این فولاد در برابر حرارت بیش از هر چیز مدیون به داشتن و لفرام است و در اثر داشتن همین خاصیت می توان با این ابزار با سرعت برشهای خیلی زیاد کارکرد.چون قیمت فولادتند بر زیاد است اغلب فقط قسمت برنده ابزار و یا صفحه ای از این فولاد را روی بدنه رنده که از جنس فولاد ماشین سازی است نصب کرده و جوش می دهند.
فلزات سخت: قدرت انجام کار ابزار را به حد قابل ملاحظه ای بالا می برند. قسمت اصلی ماده ترکیبی،فلز سخت و لفرام یا مولیبدن است. به اضافه مقداری کبالت و کربن نیز درآن وجود دارد. فلز سخت خیلی گران قیمت است و از این جهت تیغه های نرم شده ای ازآن را روی برنده ای از فولادهای ساختمانی لحیم می نمایند.
قدرت برش رنده های تراشکاری از جنس فولاد سخت حرارت برشی 900 درجه سانتی گرادرا هم به خوبی تحمل می کند و به همین جهت در دورهای خیلی زیادمی توان آن ها را به کار برد وبا داشتن این خواص زمان انجام کار با این فولادها کوتاه تر ودر نتیجه سرعت برش خیلی زیادوسطح کار هم کاملاً صاف و تمیز بدست می آید. برای انجام کار روی جنس های مختلف کارهای تراشکاری لازم است که نوع فلز سخت متناسب با آن ها را به کار برد.
رنده الماسه ها: الماسه ها را اغلب به جای لبه برنده ابزار بکار می برند، جنس آن ها خیلی سخت و مقاومتشان در مقابل سائیدگی بی اندازه خوب است. رنده الماسه ها را مخصوصاً برای ظریف کاری قطعات روی ماشین های مخصوص مصرف می نمایند.
مواد برش سرامیکی: که خیلی سخت هستند و به جای قسمت و قطعه برنده در رنده گیرها بسته می شوند
فرم لبه برنده ابزار :
در قلم های تراشکاری دو قسمت که یکی بدنه و دیگری سر برنده ابزار باشد تشخیص داده می شود قسمت بدنه برای بستن است و سربرنده برای جداکردن براده ودارای لبه برنده لازم می باشد.
فرم اصلی کلیه ابزارهای براده برداری شبیه به گوه است.لبه برنده عبارت از خط تقاطع دو سطح گوه است لیکن قاعدتاً لبه سطوح محدود شده گوه را هم به عنوان لبه برنده حساب می کنند.
سطوح قطعه کار :
یکی سطح برش روی قطعه کار است و عبارت از سطحی که مستقیماً زیر لبه برنده ابزار قرار می گیرد و دیگری سطح کار شده وآن عبارت از سطحی کلی است که در اثر حالت برش روی کار ایجاد شده است.
سطوح،زاویه و لبه برنده در سر برنده ابزار :
یکی سطح براده است و همان سطحی از لبه برنده ابزار است که براده روی آن حرکت دارد. دیگری سطح آزاد است که در نقطه مقابل سطح برش سر برنده ابزار قرار دارد. به اضافه زاویه آزاد α که بین سطح برش و سطح آزاد است و زاویه گوه که بین سطح آزاد و سطح براده قرار گرفته و بالاخره زاویه براده γ که بین خط مرکز روی سطح برش و سطح براده واقع شده. زوایای آزاد وگوه وبراده جمعاً تشکیل یک زاویه 90 درجه میدهند.
لبه بدنه اصلی عبارت از لبه برندهای است که در نقطه مقابل جهت بار قرار دارد و لبه برنده فرعی عبارت از لبه برندهای است که متصل به لبه برنده اصلی میباشد.
مقدار یا بزرگی زاویه لبه برنده :
ارتباط با جنس کاری دارد که باید از روی آن برادهبرداری شود و برای جلوگیری از شکستن لبه برنده بایستی برای جنس سختتر زاویه گوه بزرگتری نسبت به جنس نرمتر اختیار کرد.
مقدار زاویه آزاد را فقط باید آن حد بزرگ گرفت که سطح آزاد رنده با کار اصطکاکی نداشته باشد. از طرفی هرچه زاویه براده بزرگتر باشد جدا شدن براده از کار سهلتر صورت میگیرد اما با وجود این نباید فراموش کرد که بزرگ کردن این زاویه طبق دلخواه نمیتواند باشد زیرا بزرگ شدن آن ارتباط مستقیم با کوچک شدن زاویه گوه دارد.
زاویه تنظیم :
عبارت از زاویهاست که بین لبه برنده اصلی و سطح کار قرار دارد و چنانچه مقدار این زاویه بزرگ باشد عرض براده کم خواهد شد و فشار برش روی طول کوتاهی از لبه برنده که کار میکند تقسیم میشود. بدیهی است که در چنین حالتی لبه برنده تحت فشار بسیار زیادی واقع شده و در نتیجه دوام کمتری خواهد داشت و اگر زاویه تنظیم کوچکتر باشد با یکنواخت ماندن عمق براده عرض آن بیشتر شده و ثمره آن این است که دوام لبه برنده نیز بیشتر میشود مقدار زاویه تنظیم در حالت طبیعی 45 درجه است.
اگر مقدار زاویه تنظیم از حالت طبیعی کمتر انتخاب شود یک فشار برگشت یا مخالف R بزرگی تولید میشود که در نتیجه آن کارهای نازک و بلند تراشکاری خم میشوند مقدار این فشار برگشت یا مخالف در حالیکه زاویه تنظیم بزرگتر از حد لازم باشد کوچکتر بوده و خطر خم شدن قطعات کار نیز کمتر خواهد بود.
زاویه تیزی :
محصور به لبه برنده اصلی و فرعی است و مقدارش
90 درجه است.رنده تراشکاری که زاویه تیزی کمتری داشته باشد خیلی زود کند میشود.
زاویه تمایل :
وضع قرار گرفتن لبه برنده اصلی را نسبت به افق تعیین میکند. لبه برنده ممکن است افقی بالاتر از افق و یا زیر افق قرار گیرد. برای کارهای روتراشی تجربه این طور نشان داده است که تمایل لبه برنده به زیر افق بهتر است زیرا در این حال براده بهتر جدا میشود. زاویه تمایل برای رندههای تراشکاری از 3 تا 5 درجه است.
انواع رندهها یا قلمهای تراشکاری :
انجام هر کار تراشکاری مستلزم رنده مناسبی برای آن کار است. مثلاً برای روتراشی، پرداختکاری، سوراخکاری، پیشانیتراشی، پیچ تراشی و امثال آنها باید قلمهای فرم دار مناسبی انتخاب کرد.
قلمهای روتراشی :
مطلب مهم در کارهای روتراشی این است که در زمان کوتاهی مقدار زیادی براده از روی کار جدا شودازاین رو بایستی اصولاً رندههای تراشکاری رندههای جاندار و قوی باشند. اینگونه رندهها ممکن است فرم صاف و یا فرم خمیده داشته باشند.
معمولاً بر حسب وضع لبه برنده اصلی، رندهها به دو دسته چپ و راست تقسیم میشوند و برای تشخیص چپ و راست رنده چنین عمل میشود:
رنده را بطوریکه سر برنده آن بطرف مشخص و به سمت بالا باشد راست نگه میدارند چنانچه لبه برنده اصلی آن در سمت راست قرار گیرد آن را رنده راست و اگر برعکس لبه برندهاش در سمت چپ واقع شود رنده چپ یا به اصطلاح چپ تراش است.
قلمهای پرداختکاری :
با عمل پرداختکاری بایستی در کار سطح خارجی صافی تولید شود و برای این منظور اغلب رنده پرداخت سرصافی که لبه برنده آن کمی گرد شده باشد به کار میبرند گاهی نیز از رنده پرداخت سر پهن استفاده میشود. لبه برنده رندههای پرداختکاری بایستی پس از سنگ زدن با کمال دقت بوسیله سنگ دستی آماده شوند زیرا در غیر اینصورت سطح خارجی کار تراشیده شده صاف نخواهد بود.
قلمهای بغلتراش :
برای پیشانی تراشی و همچنین برای تراش گوشههای تیز به کار برده میشوند. لبه برنده فرعی این رندهها برای جدا کردن براده مناسب نیست و به این جهت در موقع تراش با این رندهها باید حرکت آنها از داخل کار به سمت خارج آن باشد.
قلمهای تراشکاری فرم دار :
برای انجام انواع مختلف کارهای تراشکاری رندههای متفاوتی که لبه برنده آنها فرم متناسبی با نوع آن کار داشته باشد وجود دارند.
قلمگیر :
قلمگیرها برای نگاهداری رندههای کوچک و یا تیغچهها مورد استفاده قرار میگیرند. رندهگیرها از فولاد ساختمانی ارزان ساخته میشوند و با به کار بردن آنها از مصرف بیهوده فولاد ابزار گران قیمت جلوگیری میشود.
چگونگی مراقبت از قلمهای تراشکاری :
رندههای تراشکاری را باید اصولاً به طوری مواظبت نمود که کوچکترین صدمهای به لبه برنده آنها وارد نشود زیرا در هر نوبت که آنها را تیز کنند علاوه بر به هدر رفتن مقداری از فلز قیمتی مقداری هم از وقت پرارزش بیهوده تلف میشود. بدیهی است که لبههای برنده پس از مدت زیادی کار قابلیت برش خود را از دست داده و کند میشوند و کار با چنین رندههای کندی موجب اصطکاک و تولید حرارت بیشتری شده و نتیجتاً سطح خارجی کار هم ناصاف در میآید در موقعیکه رنده را از نو تیز میکنند لازم نیست که تمام لبه برنده صدمه دیده آن را از بین ببرند بلکه انجام این عمل در چند مرحله بطوریکه پس از هر مرحله مقدرای با آن کار شود به صرفه نزدیکتر است.
برای سنگ زدن رنده قاعدتاً بایستی به ترتیب اول با سنگ خشن زبر و بعد با سنگ نرم رنده را تیز کنند.بهتر است که برای انجام این منظور از سنگ بشقابی استفاده شود. موقعیکه رنده را با سنگ نرم آماده میکنند باید توجه داشته باشند که زوایای لازمی که با سنگ زبر به آن داده شده از بین نرود.
در مورد تیز کردن ابزارهایی از فلزات سخت ابتدا بدنه آن را بوسیله سنگی از جنس الکتروگروند تیز کرده و بعد برای تیز کردن تیغچه آن که از فلز سخت است از سنگ دیگری که جنسش کاربید است استفاده مینمایند.
برای تیز کردن قلم نکات ذیل باید مراعات شود :
1- سنگ باید در خلاف لبه رنده حرکت داشته باشد.
2- فشار برنده باید متناسب باشد.
3- در مورد سنگهایی که بوسیله مایعی باید خنک شوند لازم است مایع خنک کننده به حد کافی در جریان باشد.
4- از توخالی کردن سطح آزاد رنده باید امتناع کرد.
5- زاویه برنده رنده را بایستی با شابلون مخصوص آزمایش کرد.
6- سنگهایی که چرب شده و یا از حالت دایرهای خارج شده باشند ابتدا بوسیله دستگاه مخصوص صاف و آماده گردند.

